
Page 60 - 理化检验-物理分册2023年第一期
P. 60
张 强, 等: 304不锈钢编码器小轴断裂原因
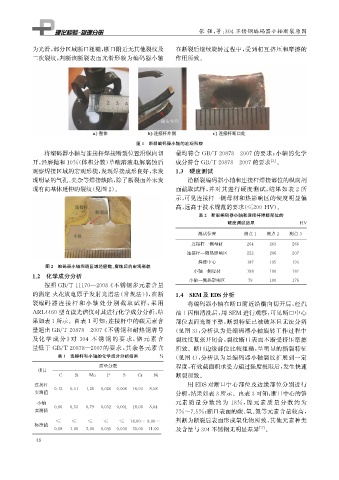
为光滑, 部分区域断口粗糙, 断口附近无其他裂纹及 在断裂后继续旋转过程中, 受到相互挤压和摩擦的
二次裂纹, 判断该断裂表面光滑形貌为编码器小轴 作用所致。
图1 断裂编码器小轴的宏观形貌
将编码器小轴与连接杆焊接断裂位置沿纵向切 量均符合 GB / T20878 — 2007 的要求; 小轴的化学
开, 经磨抛和10% ( 体积分数) 草酸溶液电解腐蚀后 成分符合 GB / T20878 — 2007的要求 [ 2 ] 。
观察焊接区域的宏观形貌, 发现焊接成形良好, 未发 1.3 硬度测试
现明显的气孔、 夹杂等焊接缺陷, 除了断裂面外未发 沿断裂编码器小轴和连接杆焊接部位的纵向剖
现有向基体延伸的裂纹( 见图2 )。 面截取试样, 并对其进行硬度测试, 结果如表 2 所
示, 可见连接杆一侧母材和热影响区的硬度明显偏
高, 远高于技术规范的要求( ≤200HV )。
表2 断裂编码器小轴和连接杆焊接部位的
硬度测试结果 HV
测试位置 测点1 测点2 测点3
连接杆一侧母材 264 263 266
连接杆一侧热影响区 222 206 207
焊缝中心 187 195 193
图2 编码器小轴焊缝区域经磨抛、 腐蚀后的宏观形貌
小轴一侧母材 198 180 187
1.2 化学成分分析
小轴一侧热影响区 79 180 176
按照 GB / T11170 — 2008 《 不锈钢多元素含量
的测定 火花放电原子发射光谱法( 常规法)》, 在断 1.4 SEM 及 EDS分析
裂编码 器 连 接 杆 和 小 轴 处 分 别 截 取 试 样, 采 用 将编码器小轴在断口附近沿横向切开后, 经汽
ARL4460型直读光谱仪对其进行化学成分分析, 结 油+丙酮清洗后, 用 SEM 进行观察, 可见断口中心
果如表1所示。由表1可知: 连接杆中的碳元素含 部位表面光滑平整, 断裂特征已被破坏且无法分辨
量超出 GB / T20878 — 2007 《 不锈钢和耐热钢牌号 ( 见图3 ), 分析认为是编码器小轴旋转工作过程中
及化 学 成 分》 对 304 不 锈 钢 的 要 求, 铬 元 素 含 裂纹反复张开闭合, 裂纹断口表面不断受挤压摩擦
量低于 GB / T20878 — 2007 的要求, 其余各元素含 所致。断口边缘部位比较粗糙, 呈明显的撕裂特征
表1 连接杆和小轴的化学成分分析结果 % ( 见图4 ), 分析认为是编码器小轴裂纹扩展到一定
质量分数 程度, 有效截面积承受力超过强度极限后, 发生快速
项目
C Si Mn P S Cr Ni 断裂所致。
连接杆 用 EDS对断口中心部位及边缘部位分别进行
0.12 0.51 1.26 0.026 0.006 16.93 8.58
实测值 分析, 结果如表3所示。由表3可知: 断口中心的铬
小轴 元素 质 量 分 数 约 为 18% , 镍 元 素 质 量 分 数 约 为
0.06 0.53 0.79 0.032 0.001 18.06 8.04
实测值 7%~7.5% ; 断口表面的碳、 氧、 氮等元素含量较高,
判断为断裂后表面形成氧化物所致, 其他元素种类
≤ ≤ ≤ ≤ ≤ 18.00~ 8.00~
标准值
0.08 1.00 2.00 0.045 0.030 20.00 11.00 及含量与304不锈钢无明显差异 [ 3 ] 。
4 8