
Page 84 - 理化检验-物理分册2022年第十一期
P. 84
武 坤, 等: 某型号车轮螺栓拉长和断裂原因
0.12 , 其中有两组实测屈服扭矩小于 600N · m , 即装 差, 且扭矩系数较小, 导致螺栓所受的夹紧力增大,
配中有两组螺栓可能发生塑性变形。同时根据螺栓 多个螺栓屈服扭矩明显低于装配扭矩, 造成螺栓在
受力结构分析, 螺栓所需最小夹紧力为 105kN , 即 装配过程中出现拉长、 断裂情况。因此, B 厂家需要
当装配扭矩最小时, 最大扭矩系数 K 约为 0.23 , 说 对螺母的摩擦系数进行改进。
明理论计算扭矩系数保持在 0.12~0.23 可保证螺
4 结论
栓夹紧力符合要求, 为增大容错率, 将扭矩系数控制
在 0.15~0.20 更为合适。 ( 1 )螺栓的显微组织、 硬度、 力学性能、 屈服夹
螺栓的扭矩系数 K 宏观上直接反映螺栓拧紧 紧力等均符合相应技术要求; 断口处有明显的塑性
过程中, 扭矩与夹紧力之间的系数, K 值不仅取决 变形, 属于一次性的拉伸过载断裂, 裂纹源处无夹
于摩擦面的摩擦系数, 还取决于螺纹连接副的几何 杂物。
状况。对理想的螺纹连接副而言, 当摩擦系数确定 ( 2 )造成螺栓失效的主要原因为: 连接副扭矩
后, 扭矩系数也就确定了 [ 4 ] 。通常情况下, 在螺栓拧 系数较低, 螺栓夹紧力增大, 个别螺栓屈服扭矩明显
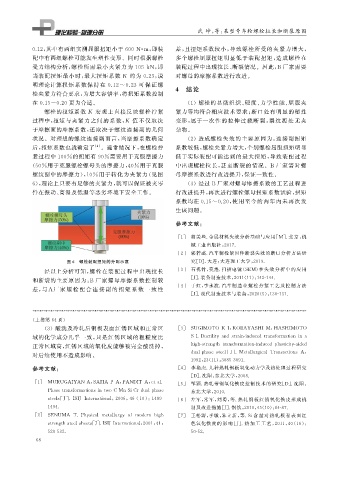
紧过程中 100% 的扭矩有 90% 需要用于克服摩擦力 低于实际装配可能达到的最大扭矩, 导致装配过程
( 50% 用于克服螺栓螺母头的摩擦力, 40% 用于克服 中出现螺栓拉长, 甚至断裂的情况。 B 厂家需对螺
螺纹副中的摩擦力), 10% 用于转化为夹紧力( 见图 母摩擦系数进行改进提升, 保证一致性。
6 ), 理论上只要有足够的夹紧力, 就可以保证被夹零 ( 3 )经过 B 厂家对螺母摩擦系数的工艺过程进
件在振动、 高温及低温等恶劣环境下安全工作。 行改进提升, 再次进行螺栓螺母扭矩系数试验, 扭矩
系数均在 0.15~0.20 , 使用至今的两年内未再次发
生该问题。
参考文献:
[ 1 ] 胡美些 . 金属材料失效分析基础与应用[ M ] . 北京: 机
械工业出版社, 2017.
[ 2 ] 郭若菡 . 汽车螺栓紧固件断裂失效的断口分析方法研
图 6 螺栓装配扭矩的分配示意 究[ D ] . 大连: 大连理工大学, 2019.
经以上分析可知, 螺栓在装配过程中出现拉长 [ 3 ] 石祝竹, 莫煜 . 扫描电镜( SEM ) 在失效分析中的应用
和断裂的主要原因为: B 厂家螺母摩擦系数控制较 [ J ] . 装备制造技术, 2011 ( 11 ): 142-144.
[ 4 ] 于虹, 李永波 . 汽车制造业螺栓拧紧工艺及控制方法
差, 与A厂 家 螺 栓 配 合 连 接 副 的 扭 矩 系 数 一 致 性
[ J ] . 现代制造技术与装备, 2020 ( 5 ): 130-131.
( 上接第 64 页)
( 3 )酸洗及冷轧后钢板表面红锈区域和正常区 [ 3 ] SUGIMOTO KI , KOBAYASHI M , HASHIMOTO
域的化学成分几乎一致, 只是红锈区域的粗糙度比 SI.Ductilit yandstrain-inducedtransformationina
hi g h-stren g thtransformation-inducedp lasticit y -aided
正常区域高, 红锈区域的氧化皮能够被完全酸洗掉,
dual- p hasesteel [ J ] .Metallur g icalTransactions A ,
对后续使用不造成影响。
1992 , 23 ( 11 ): 3085-3091.
参考文献: [ 4 ] 李艳杰 . 几种热轧钢板氧化动力学及热处理过程研究
[ D ] . 沈阳: 东北大学, 2008.
[ 1 ] MURUGAIYAN A , SAHA P A , PANDIT A , etal.
[ 5 ] 邹颖 . 热轧带钢氧化铁皮控制技术的研究[ D ] . 沈阳:
PhasetransformationsintwoC-Mn-Si-Crdualp hase 东北大学, 2010.
steels [ J ] .ISIJInternational , 2006 , 46 ( 10 ): 1489- [ 6 ] 左军, 常军, 刘勇, 等 . 热轧钢板红锈氧化铁皮形成机
1494. 制及改进措施[ J ] . 钢铁, 2010 , 45 ( 10 ): 84-87.
[ 2 ] SENUMA T.Ph y sical metallur gy of modern hi g h [ 7 ] 王松涛, 李敏, 朱立新, 等 .Si含量对热轧板卷表面红
stren g thsteelsheets [ J ] .ISIJInternational , 2001 , 41 : 色氧化铁皮 的 影 响 [ J ] . 热 加 工 工 艺, 2011 , 40 ( 16 ):
520-532. 50-52.
6 8