
Page 44 - 理化检验-物理分册2022年第九期
P. 44
武琪昌, 等: TA1 丝网脉冲微束等离子弧焊工艺
能保证高效率又兼顾低成本的焊接方法。微束等离 的间隙距离为 1mm 的 TA1 工业纯钛丝网, 采用脉
子弧焊( MPAW ) 是一种焊接电流小于30A 的等离子 冲微束等离子弧焊的方式进行焊接试验, 焊前用酒
弧焊技术。微束等离子弧焊中的电弧受到高度约束, 精除去试样表面油污。因为丝网裁剪后存在上翘毛
因此在低焊接电流下, 其稳定性也很高, 且微束等离 边( 经线边缘上翘) 和下凹毛边( 经线边缘下凹), 所
子弧焊具有焊接质量好、 成本低的优点。 以将两块尺寸为 70 mm×20 mm ( 长 × 宽) 的试样
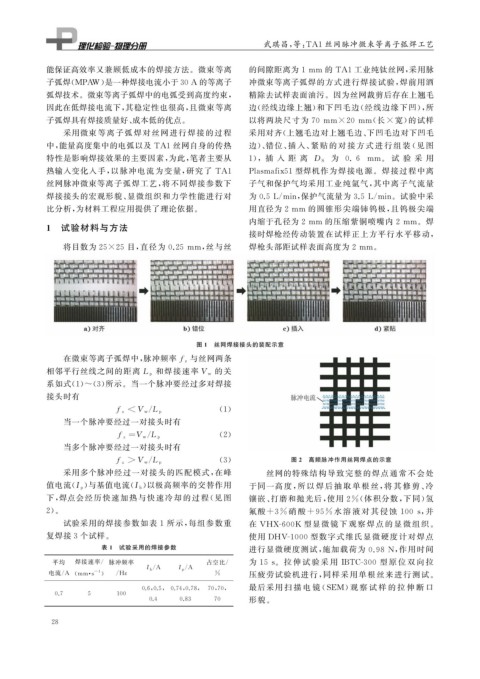
采用微束等离子弧焊对丝网进行焊接的 过程 采用对齐( 上翘毛边对上翘毛边、 下凹毛边对下凹毛
中, 能量高度集中的电弧以及 TA1 丝网自身的传热 边)、 错位、 插 入、 紧 贴 的 对 接 方 式 进 行 组 装 ( 见 图
特性是影响焊接效果的主要因素, 为此, 笔者主要从 为 0.6 mm 。 试 验 采 用
1 ),插 入 距 离 D S
Plasmafix51 型焊机作为焊接电源。焊接过程中离
热输入变化入手, 以脉冲电流为变量, 研究了 TA1
丝网脉冲微束等离子弧焊工艺, 将不同焊接参数下 子气和保护气均采用工业纯氩气, 其中离子气流量
焊接接头的宏观形貌、 显微组织和力学性能进行对 为 0.5L / min , 保护气流量为 3.5L / min 。试验中采
比分析, 为材料工程应用提供了理论依据。 用直径为 2mm 的圆锥形尖端铈钨极, 且钨极尖端
内缩于孔径为 2mm 的压缩紫铜喷嘴内 2mm 。焊
1 试验材料与方法
接时焊枪经传动装置在试样正上方平行水平移动,
将目数为 25×25 目, 直径为 0.25 mm , 丝与丝 焊枪头部距试样表面高度为 2mm 。
图 1 丝网焊接接头的装配示意
与丝网两条
在微束等离子弧焊中, 脉冲频率 f z
的关
相邻平行丝线之间的距离 L p 和焊接速率 V w
系如式( 1 ) ~ ( 3 ) 所示。当一个脉冲要经过多对焊接
接头时有
/ ( 1 )
f z <V w L p
当一个脉冲要经过一对接头时有
/ ( 2 )
f z = V w L p
当多个脉冲要经过一对接头时有
/ ( 3 ) 图 2 高频脉冲作用丝网焊点的示意
f z >V w L p
采用多个脉冲经过一对接头的匹配模式, 在峰 丝网的特殊结构导致完整的焊点通常不会处
) 以极高频率的交替作用 于同一高 度, 所 以 焊 后 抽 取 单 根 丝, 将 其 修 剪、 冷
) 与基值电流( I b
值电流( I p
下, 焊点会经历快速加热与快速冷却的过程( 见图 镶嵌、 打磨和抛光后, 使用 2% ( 体积分数, 下同) 氢
2 )。 氟酸 +3% 硝 酸 +95% 水 溶 液 对 其 侵 蚀 100s , 并
试验采用的焊接参数如表 1 所示, 每组参数重 在 VHX-600K 型显 微 镜 下 观 察 焊 点 的 显 微 组 织。
复焊接 3 个试样。 使用 DHV-1000 型数字式维氏显微硬度计对焊点
表 1 试验采用的焊接参数 进行显微硬度测试, 施加载荷为 0.98N , 作用时间
平均 焊接速率 / 脉冲频率 占空比 / 为 15s 。拉 伸 试 验 采 用 IBTC-300 型 原 位 双 向 拉
/
/
I b A I p A
电流 / A ( mm · s ) / Hz % 压疲劳试验机进行, 同样采用单根丝来进行测试。
-1
0.6 , 0.5 , 0.74 , 0.78 , 70 , 70 , 最后采用 扫 描 电 镜 ( SEM ) 观 察 试 样 的 拉 伸 断 口
0.7 5 100
0.4 0.83 70 形貌。
2 8