
Page 82 - 理化检验-物理分册2022年第八期
P. 82
陈仙凤, 等: 反应釜搅拌轴断裂原因
图 2 搅拌轴局部结构示意
第一排进气孔处。笔者采用理化检验和有限元分析
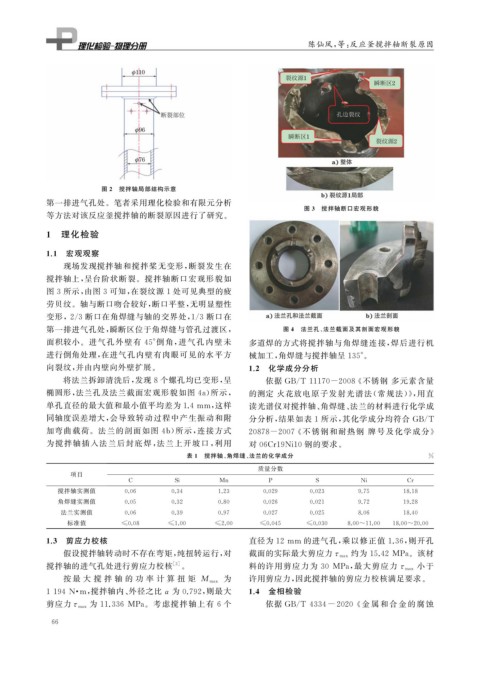
图 3 搅拌轴断口宏观形貌
等方法对该反应釜搅拌轴的断裂原因进行了研究。
1 理化检验
1.1 宏观观察
现场发现搅拌轴和搅拌桨无变形, 断裂发生在
搅拌轴上, 呈台阶状断裂。搅拌轴断口宏观形貌如
图 3 所示, 由图 3 可知, 在裂纹源 1 处可见典型的疲
劳贝纹。轴与断口吻合较好, 断口平整, 无明显塑性
变形, 2 / 3 断口在角焊缝与轴的交界处, 1 / 3 断口在
第一排进气孔处, 瞬断区位于角焊缝与管孔过渡区, 图 4 法兰孔、 法兰截面及其剖面宏观形貌
面积较小。进气孔外壁有 45° 倒角, 进气孔 内壁未 多道焊的方式将搅拌轴与角焊缝连接, 焊后进行机
进行倒角处理, 在进气孔内壁有肉眼可见的水平方 械加工, 角焊缝与搅拌轴呈 135° 。
向裂纹, 并由内壁向外壁扩展。 1.2 化学成分分析
将法兰拆卸清洗后, 发现 8 个螺孔均已变形, 呈 依据 GB / T11170-2008 《 不锈钢 多元素含量
椭圆形, 法兰孔及法兰截面宏观形貌如图 4a ) 所示, 的测定 火花放电原子发射光谱法( 常规法)》, 用直
单孔直径的最大值和最小值平均差为1.4mm , 这样 读光谱仪对搅拌轴、 角焊缝、 法兰的材料进行化学成
同轴度误差增大, 会导致转动过程中产生振动和附 分分析, 结果如表 1 所示, 其化学成分均符合 GB / T
加弯曲载荷。法兰的剖面如图 4b ) 所示, 连接方式 20878-2007 《 不锈钢和耐热钢 牌号及化学成分》
为搅拌轴插入法兰后封底焊, 法兰上开坡口, 利用 对 06Cr19Ni10 钢的要求。
表 1 搅拌轴、 角焊缝、 法兰的化学成分 %
质量分数
项目
C Si Mn P S Ni Cr
搅拌轴实测值 0.06 0.34 1.23 0.029 0.023 9.75 18.18
角焊缝实测值 0.05 0.32 0.80 0.026 0.021 9.72 19.28
法兰实测值 0.06 0.39 0.97 0.027 0.025 8.06 18.40
标准值 ≤0.08 ≤1.00 ≤2.00 ≤0.045 ≤0.030 8.00~11.00 18.00~20.00
1.3 剪应力校核 直径为 12mm 的进气孔, 乘以修正值 1.36 , 则开孔
假设搅拌轴转动时不存在弯矩, 纯扭转运行, 对 截面的实际最大剪应力τ max 约为 15.42MPa 。该材
搅拌轴的进气孔处进行剪应力校核 [ 3 ] 。 料的许用剪应力为 30 MPa , 最大剪应力τ max 小于
为 许用剪应力, 因此搅拌轴的剪应力校核满足要求。
按 最 大 搅 拌 轴 的 功 率 计 算 扭 矩 M max
1194N · m , 搅拌轴内、 外径之比 α 为 0.792 , 则最大 1.4 金相检验
为 11.336 MPa 。考虑搅拌轴上有 6 个 依据 GB / T4334-2020 《 金 属 和 合 金 的 腐 蚀
剪应力τ max
6 6