
Page 80 - 理化检验-物理分册2022年第八期
P. 80
高靖靖, 等: 303Se不锈钢高锁螺母开裂原因
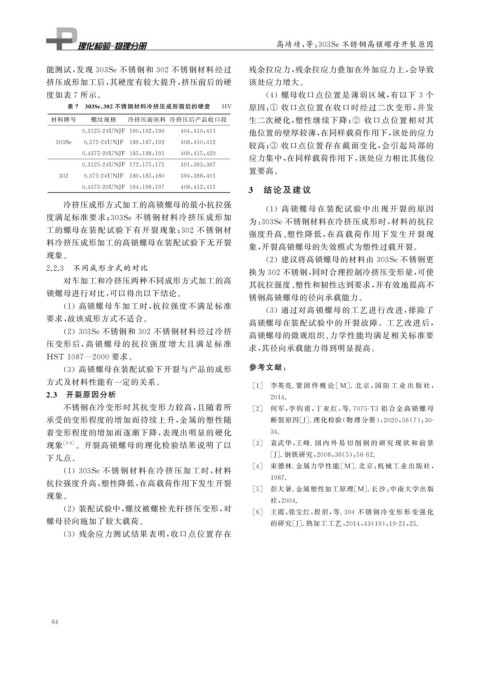
能测试, 发现 303Se不锈钢和 302 不锈钢材料经过 残余拉应力, 残余拉应力叠加在外加应力上, 会导致
挤压成形加工后, 其硬度有较大提升, 挤压前后的硬 该处应力增大。
度如表 7 所示。 ( 4 )螺母收口点位置是薄弱区域, 有以下 3 个
表 7 303Se , 302 不锈钢材料冷挤压成形前后的硬度 HV 原因: ① 收口点位置在收口时经过二次变形, 并发
材料牌号 螺纹规格 冷挤压前坯料 冷挤压后产品收口段 生二次硬化, 塑性继续下降; ② 收口点位置相对其
0.3125-24UNJF 190 , 192 , 190 404 , 410 , 411 他位置的壁厚较薄, 在同样载荷作用下, 该处的应力
303Se 0.375-24UNJF 189 , 187 , 192 408 , 410 , 412
较高; ③ 收口点位置存在截面变化, 会引起局部的
0.4375-20UNJF 185 , 188 , 191 409 , 415 , 420
应力集中, 在同样载荷作用下, 该处应力相比其他位
0.3125-24UNJF 172 , 175 , 175 391 , 393 , 397
置要高。
302 0.375-24UNJF 180 , 185 , 180 394 , 398 , 401
3 结论及建议
0.4375-20UNJF 194 , 196 , 197 408 , 412 , 415
冷挤压成形方式加工的高锁螺母的最小抗拉强 ( 1 )高锁螺母在装 配 试 验 中 出 现 开 裂 的 原 因
度满足标准要求; 303Se 不锈钢材料冷挤压成形加
为: 303Se不锈钢材料在冷挤压成形时, 材料的抗拉
工的螺母在装配试验下有开裂现象; 302 不锈钢材
强度升高、 塑性降低, 在高载荷作用下发生开裂现
料冷挤压成形加工的高锁螺母在装配试验下无开裂
象, 开裂高锁螺母的失效模式为塑性过载开裂。
现象。
( 2 )建议将高锁螺母的材料由 303Se不锈钢更
2.2.3 不同成形方式的对比 换为 302 不锈钢, 同时合理控制冷挤压变形量, 可使
对车加工和冷挤压两种不同成形方式加工的高
其抗拉强度、 塑性和韧性达到要求, 并有效地提高不
锁螺母进行对比, 可以得出以下结论。
锈钢高锁螺母的径向承载能力。
( 1 )高锁螺母车加工时, 抗拉强度不满足标准
( 3 )通过对高锁螺母的工艺进行改进, 排除了
要求, 故该成形方式不适合。
高锁螺母在装配试验中的开裂故障。工艺改进后,
( 2 ) 303Se不锈钢和 302 不锈钢材料经过冷挤
高锁螺母的微观组织、 力学性能均满足相关标准要
压变形后, 高 锁 螺 母 的 抗 拉 强 度 增 大 且 满 足 标 准
求, 其径向承载能力得到明显提高。
HST1087 — 2000 要求。
( 3 )高锁螺母在装配试验下开裂与产品的成形 参考文献:
方式及材料性能有一定的关系。
[ 1 ] 李英亮 . 紧 固 件 概 论 [ M ] . 北 京: 国 防 工 业 出 版 社,
2.3 开裂原因分析 2014.
不锈钢在冷变形时其抗变形力较高, 且随着所 [ 2 ] 何军, 李 钧 甫, 丁 亚 红, 等 .7075-T3 铝 合 金 高 锁 螺 母
承受的变形程度的增加而持续上升, 金属的塑性随 断裂原因[ J ] . 理化检验( 物理分册), 2020 , 56 ( 7 ): 30-
着变形程度的增加而逐渐下降, 表现出明显的硬化 34.
现象 [ 5-6 ] 。开裂高锁螺母的理化检验结果说明了以 [ 3 ] 袁武华, 王峰 . 国 内 外 易 切 削 钢 的 研 究 现 状 和 前 景
下几点。 [ J ] . 钢铁研究, 2008 , 36 ( 5 ): 56-62.
[ 4 ] 束德林 . 金属力学性能[ M ] . 北 京: 机 械 工 业 出 版 社,
( 1 ) 303Se不锈钢材料在冷挤压加 工时, 材料
1987.
抗拉强度升高, 塑性降低, 在高载荷作用下发生开裂
[ 5 ] 彭大暑 . 金属塑性加工原理[ M ] . 长沙: 中南大学出版
现象。
社, 2004.
( 2 )装配试验中, 螺纹被螺栓光杆挤压变形, 对
[ 6 ] 王霞, 张宝红, 程 眉, 等 .304 不 锈 钢 冷 变 形 形 变 强 化
螺母径向施加了较大载荷。
的研究[ J ] . 热加工工艺, 2014 , 43 ( 19 ): 19-21 , 25.
( 3 )残余应力测试结果表明, 收口点位置存在
6 4