
Page 37 - 理化检验-物理分册2022年第三期
P. 37
艾兵权, 等: 卷取温度对冷轧 DC01 钢板显微组织与成形性能的影响
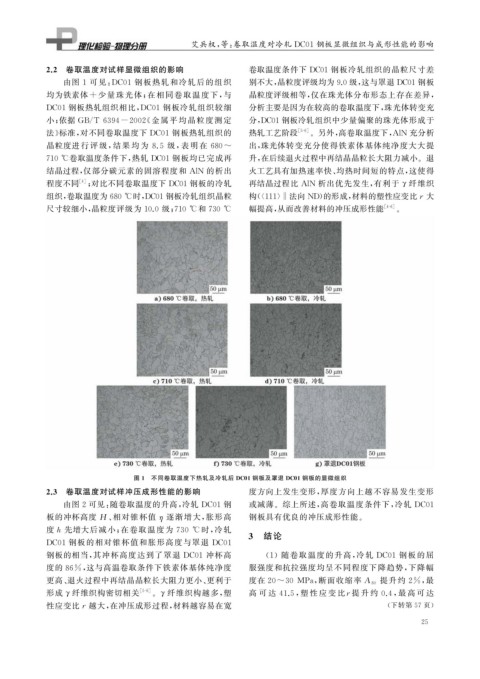
2.2 卷取温度对试样显微组织的影响 卷取温度条件下 DC01 钢板冷轧组织的晶粒尺寸差
由图 1 可见: DC01 钢板热轧和冷轧后的组织 别不大, 晶粒度评级均为9.0级, 这与罩退 DC01钢板
均为铁素体 + 少量珠光体; 在相同卷 取温度下, 与 晶粒度评级相等, 仅在珠光体分布形态上存在差异,
DC01 钢板热轧组织相比, DC01 钢板冷轧组织较细 分析主要是因为在较高的卷取温度下, 珠光体转变充
小; 依据 GB / T6394-2002 《 金属平均晶粒 度测定 分, DC01钢板冷轧组织中少量偏聚的珠光体形成于
法》 标准, 对不同卷取温度下 DC01 钢板热轧组织的 热轧工艺阶段 [ 5-6 ] 。另外, 高卷取温度下, AlN 充分析
晶粒度进 行 评 级, 结 果 均 为 8.5 级, 表 明 在 680~ 出, 珠光体转变充分使得铁素体基体纯净度大大提
710℃卷取温度条件下, 热轧 DC01 钢板均已完成再 升, 在后续退火过程中再结晶晶粒长大阻力减小。退
结晶过程, 仅部分碳元素的固溶程度和 AlN 的析出 火工艺具有加热速率快、 均热时间短的特点, 这使得
程度不同 [ 4 ] ; 对比不同卷取温度下 DC01 钢板的冷轧 再结晶过程比 AlN 析出优先发生, 有利于 γ 纤维织
组织, 卷取温度为680℃时, DC01钢板冷轧组织晶粒 构(< 111 > ‖法向 ND ) 的形成, 材料的塑性应变比r 大
尺寸较细小, 晶粒度评级为 10.0 级; 710 ℃ 和 730 ℃ 幅提高, 从而改善材料的冲压成形性能 [ 4-6 ] 。
图 1 不同卷取温度下热轧及冷轧后 DC01 钢板及罩退 DC01 钢板的显微组织
2.3 卷取温度对试样冲压成形性能的影响 度方向上发生变形, 厚度方向上越不容易发生变形
由图 2 可见: 随卷取温度的升高, 冷轧 DC01 钢 或减薄。综上所述, 高卷取温度条件下, 冷轧 DC01
板的冲杯高度 H 、 相对锥杯值 η 逐渐增大, 胀形高 钢板具有优良的冲压成形性能。
度h 先增大后减小; 在卷取温度为 730 ℃ 时, 冷轧
3 结论
DC01 钢板的相对锥杯值和胀形高度与罩退 DC01
钢板的相当, 其冲杯高度达到了罩退 DC01 冲杯高 ( 1 )随卷取温度的升高, 冷轧 DC01 钢板的屈
度的 86% , 这与高温卷取条件下铁素体基体纯净度 服强度和抗拉强度均呈不同程度下降趋势, 下降幅
更高、 退火过程中再结晶晶粒长大阻力更小、 更利于 度在 20~30 MPa , 断面收缩率 A 80 提升约 2% , 最
形成 γ纤维织构密切相关 [ 5-6 ] 。 γ 纤维织构越多, 塑 高 可 达 41.5 , 塑 性 应 变 比 r提 升 约 0.4 , 最 高 可 达
性应变比r 越大, 在冲压成形过程, 材料越容易在宽 ( 下转第 57 页)
2 5