
Page 24 - 理化检验-物理分册2022年第三期
P. 24
李 岗, 等: 模拟焊后热处理温度对 Q345R 钢板焊接接头的焊接残余应力及力学性能的影响
图 2 不同试板经模拟焊后热处理后的焊接残余应力分布
2.2 模拟焊后热处理温度对试板力学性能的影响
2.2.1 拉伸性能和弯曲性能
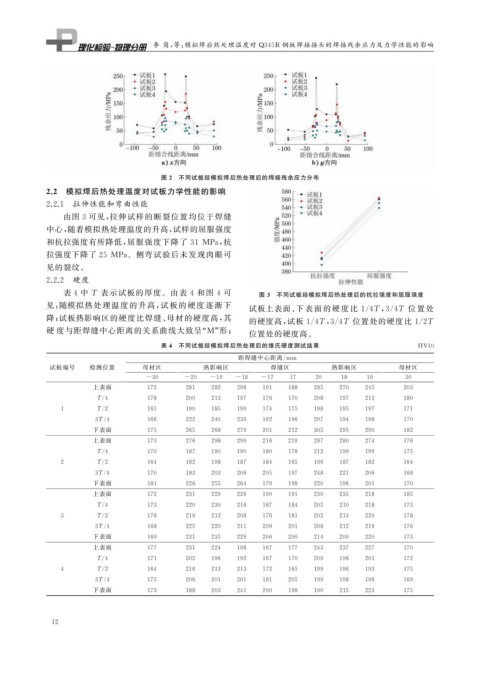
由图 3 可见, 拉伸试样的断裂位置均位于焊缝
中心, 随着模拟热处理温度的升高, 试样的屈服强度
和抗拉强度有所降低, 屈服强度下降了 31 MPa , 抗
拉强度下降了 25 MPa 。侧弯试验后未发现肉眼可
见的裂纹。
2.2.2 硬度
表 4 中 T 表示试板的厚度。由表 4 和图 4 可 图 3 不同试板经模拟焊后热处理后的抗拉强度和屈服强度
见: 随模拟热处理温度的升高, 试板的硬度 逐渐下 试板上表面、 下表面的硬度比 1 / 4 T , 3 / 4 T 位置处
降; 试板热影响区的硬度比焊缝、 母材的硬度高, 其
的硬度高, 试板 1 / 4 T , 3 / 4T 位置处的硬度比 1 / 2T
硬 度与距焊缝中心距离的关系曲线大致呈“ M ” 形;
位置处的硬度高。
表 4 不同试板经模拟焊后热处理后的维氏硬度测试结果 HV10
距焊缝中心距离 / mm
试板编号 检测位置 母材区 热影响区 焊缝区 热影响区 母材区
-30 -20 -19 -18 -17 17 20 18 19 30
上表面 172 281 282 298 191 188 285 270 245 203
T / 4 178 200 213 197 176 170 208 197 213 180
1 T / 2 165 190 185 199 174 175 198 195 197 171
3T / 4 166 222 240 239 192 196 207 194 198 170
下表面 175 265 268 279 201 212 305 295 290 182
上表面 173 276 298 299 216 219 287 280 274 176
T / 4 170 187 190 190 180 178 212 199 199 175
2 T / 2 164 182 198 187 184 165 196 187 182 164
3T / 4 170 183 203 206 205 197 248 221 206 168
下表面 181 226 255 264 179 198 220 196 201 170
上表面 172 231 229 226 190 191 230 235 218 185
T / 4 173 220 230 216 187 184 205 210 218 173
3 T / 2 176 219 212 208 176 181 202 213 220 178
3 T / 4 168 225 220 211 209 201 208 212 219 176
下表面 169 231 235 229 206 200 214 200 220 173
上表面 177 231 224 198 167 177 243 237 227 170
T / 4 171 202 196 192 167 170 209 198 201 172
4 T / 2 164 216 213 213 172 165 199 196 193 175
3 T / 4 175 206 201 201 181 205 199 198 198 169
下表面 173 188 203 241 200 198 190 215 223 175
1 2