
Page 91 - 理化检验-物理分册2021年第十期
P. 91
丁亚红, 等: LF2铝合金燃油导管接头焊缝开裂原因及改进
疲劳裂纹从燃油导管与导管接头焊接外表面焊 裂, 焊接接头焊缝焊趾处应力水平较高, 且受到与导
趾处起源开裂, 该处由于根部应力集中效应, 加之采 管轴向垂直方向的振动应力作用, 最终导致导管接
用 T 型焊接连接, 属于结构薄弱部位; 同时, 实际查 头焊缝焊趾处产生疲劳开裂。
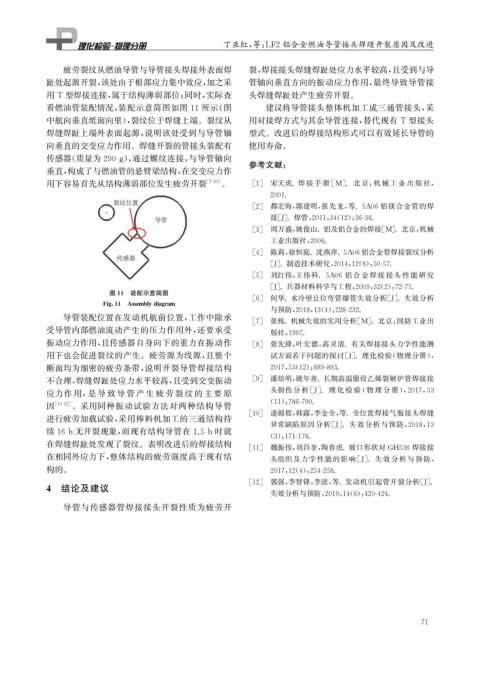
看燃油管装配情况, 装配示意简图如图11所示( 图 建议将导管接头整体机加工成三通管接头, 采
中航向垂直纸面向里), 裂纹位于焊缝上端。裂纹从 用对接焊方式与其余导管连接, 替代现有 T 型接头
焊缝焊趾上端外表面起源, 说明该处受到与导管轴 型式。改进后的焊接结构形式可以有效延长导管的
向垂直的交变应力作用。焊缝开裂的管接头装配有 使用寿命。
传感器( 质量为290g 通过螺纹连接, 与导管轴向 参考文献:
),
垂直, 构成了与燃油管的悬臂梁结构, 在交变应力作
用下容易首先从结构薄弱部位发生疲劳开裂 [ 7-10 ] 。 [ 1 ] 宋天虎. 焊接 手 册 [ M ] .北 京: 机 械 工 业 出 版 社,
2001.
[ 2 ] 都宏海, 郭建明, 张先龙, 等.5A06 铝镁合金管的焊
接[ J ] . 焊管, 2011 , 34 ( 12 ): 36-38.
[ 3 ] 周万盛, 姚俊山. 铝及铝合金的焊接[ M ] . 北京: 机械
工业出版社, 2006.
[ 4 ] 陈莉, 徐恒庭. 沈燕萍.5A06铝合金管焊接裂纹分析
[ J ] . 制造技术研究, 2014 , 12 ( 6 ): 50-57.
[ 5 ] 刘红伟, 王伟 科.5A06 铝 合 金 焊 接 接 头 性 能 研 究
[ J ] . 兵器材料科学与工程, 2009 , 32 ( 2 ): 72-75.
图11 装配示意简图
[ 6 ] 何华. 水冷壁让位弯管爆管失效分析[ J ] . 失效分析
Fi g 11 Assembl y dia g ram
与预防, 2018 , 13 ( 4 ): 228-232.
导管装配位置在发动机航前位置, 工作中除承
[ 7 ] 张栋. 机械失效的实用分析[ M ] . 北京: 国防工业出
受导管内部燃油流动产生的压力作用外, 还要承受
版社, 1997.
振动应力作用, 且传感器自身向下的重力在振动作 [ 8 ] 张先锋, 叶宏德, 高灵清. 有关焊接接头力学性能测
用下也会促进裂纹的产生。疲劳源为线源, 且整个 试方面若干问题的探讨[ J ] . 理化检验( 物理分册),
断面均为细密的疲劳条带, 说明开裂导管焊接结构 2017 , 53 ( 12 ): 889-893.
不合理, 焊缝焊趾处应力水平较高, 且受到交变振动 [ 9 ] 潘培明, 姚年善. 长期高温服役乙烯裂解炉管焊接接
应力作 用, 是 导 致 导 管 产 生 疲 劳 裂 纹 的 主 要 原 头损伤 分 析 [ J ] .理 化 检 验 ( 物 理 分 册), 2017 , 53
因 [ 11-12 ] 。采用同种振动试验方法对两种结构导管 ( 11 ): 786-790.
[ 10 ] 逄锦程, 韩露, 李金全, 等. 全位置焊接气瓶接头焊缝
进行疲劳加载试验, 采用棒料机加工的三通结构持
异常缺陷原因分析[ J ] .失效分析与预防, 2018 , 13
续16h无开裂现象, 而现有结构导管在1.5h时就
( 3 ): 171-176.
在焊缝焊趾处发现了裂纹。表明改进后的焊接结构 [ 11 ] 魏振伟, 刘昌奎, 陶春虎. 坡口形状对 GH536焊接接
在相同外应力下, 整体结构的疲劳强度高于现有结 头组织及力学性能的影响[ J ] .失效分析与预防,
构的。 2017 , 12 ( 4 ): 254-258.
4 结论及建议 [ 12 ] 郭强, 李智锋, 李波, 等. 发动机引起管开裂分析[ J ] .
失效分析与预防, 2019 , 14 ( 6 ): 420-424.
导管与传感器管焊接接头开裂性质为疲劳开
7 1