
Page 37 - 理化检验-物理分册2021年第七期
P. 37
张 洁, 等: DP780 高强钢电阻焊接头维氏硬度测量不确定度评定
后卸载, 通过用测试力除以压痕的面积计算得到该处
2 建立数学模型
的维氏硬度 。该检测过程涉及到测量与计算, 目前
[ 5 ]
对于 DP780高强钢电阻焊接头维氏硬度试验测量不确 经过科学分析, 维氏硬度测量不确定度主要包
定度评定工作的研究较少, 而对维氏硬度测量进行不 括以下几种不确定度分量, 两压痕对角线长度算数
(
确定度评定工作可验证试验数据的科学性。 平均值d 的测量误差不确定度分量u 1 d ); 压痕测
笔者利用型号为 430SVD 的数显显微硬度计通 量装置允许误差不确定度分量 u 2 d ); 硬度计加载
(
过直接评定法分别在 DP780 高强钢电阻焊接头的 装置 不 确 定 度 分 量 U E ; 数 值 修 约 不 确 定 度 分 量
母材、 热影响区及焊缝区各选择一个压痕进行维氏 。其中两压痕对角线长度算数平均值 d 的测量
U rou
硬度测量和不确定度评定, 详细地介绍了评定步骤, 误差不确定度分量用 A 类方法评定, 其他不确定度
分析了维氏硬度测量不确定度的影响因素, 验证了 分量用 B 类方法评定。
试验室的检测水平, 为维氏硬度的测量不确定度评 依据标准 GB / T4340.1-2009 构建的维氏硬
定工作提供参考。 度数学模型为
0.1891F
1 维氏硬度试验方法 H V = ( 1 )
d 2
试验 采 用 430SVD 型 数 显 显 微 硬 度 计, 以 式中: H V 为维氏硬度; F 为试验力; d 为压痕直径
DP780 高 强 钢 的 电 阻 焊 接 头 作 为 试 验 材 料, 按 照 的算数平均值。
GB / T4340.1-2009 《 金属材料 维氏硬度试验 第 1
3 测量不确定度评定
部分: 试验方法》 的规定, 维氏硬度试验应在 10~
35 ℃ 下进行 [ 6 ] , 该组试验在 20 ℃ ( 环境温度) 下进 3.1 母材维氏硬度测量不确定度评定
行, 试验力为9.8N , 压力保持时间设定为10s , 为获 3.1.1 分量的不确定度评定
得科学可靠的数据, 该组试验选用人工聚焦、 人工测 试验室 3 个检测人员分别对 DP780 高强钢接
量模式, 由试验室 3 个检测人员分别对 DP780 高强 头母材的同一压痕各进行 3 次测量, 结果如表 1 所
钢的电阻焊接头母材、 热影响区及焊缝区压痕分别 示, 表中: d 1 为压痕直径 1 的测量结果; d 2 的为压
进行 3 次测量, 然后通过直接评定法对该维氏硬度 痕直径 2 的测量结果。此次压痕对角线长度测量偏
试验进行测量不确定度评定。 差较小, 数据全部可以使用。
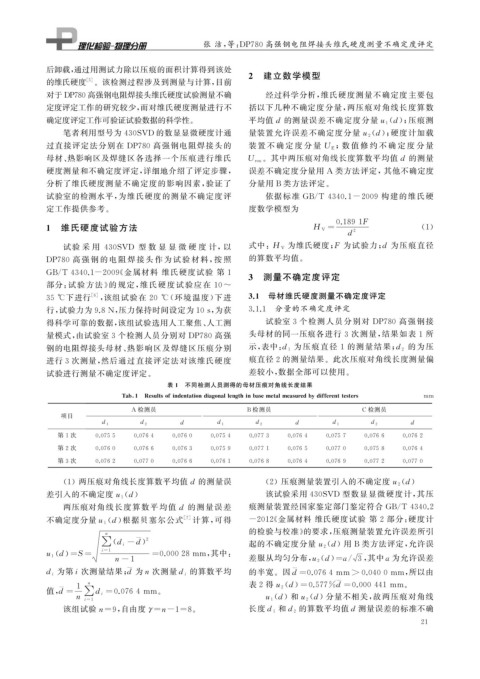
表 1 不同检测人员测得的母材压痕对角线长度结果
Tab 1 Resultsofindentationdia g onallen g thinbasemetalmeasuredb ydifferenttesters mm
A 检测员 B 检测员 C 检测员
项目
d d d
d 1 d 2 d 1 d 2 d 1 d 2
第 1 次 0.0755 0.0764 0.0760 0.0754 0.0773 0.0764 0.0757 0.0766 0.0762
第 2 次 0.0760 0.0766 0.0763 0.0759 0.0771 0.0765 0.0770 0.0758 0.0764
第 3 次 0.0762 0.0770 0.0766 0.0761 0.0768 0.0764 0.0769 0.0772 0.0770
( 1 )两压痕对角线长度算数平均值d 的测量误 ( 2 )压痕测量装置引入的不确定度u 2 d )
(
(
差引入的不确定度u 1 d ) 该试验采用 430SVD 型数显显微硬度计, 其压
两压痕对角线长度算数平均值 d 的测量误差 痕测量装置经国家鉴定部门鉴定符合 GB / T4340.2
不确定度分量u 1 d ) 根据贝塞尔公式 [ 7 ] 计算, 可得 -2012 《 金属材料 维氏硬度试验 第 2 部分: 硬度计
(
的检验与校准》 的要求, 压痕测量装置允许误差所引
n
2
∑ ( d i -d ) 起的不确定度分量u 2 d ) 用 B 类方法评定, 允许误
(
i =1
u 1 d = S= = 0.00028mm , 其中: 差服从均匀分布, u 2 d ) a / 3 , 其中a 为允许误差
n-1 ( =
d= 0.0764mm >0.0400mm , 所以由
d
d i 为第 i 次测量结果; 为n 次测量d i 的算数平均 的半宽。因
n 表 2 得u 2 d ) 0.577% d = 0.000441mm 。
(
1 =
值, ∑ d i = 0.0764mm 。
d =
(
(
n i =1 u 1 d ) 和u 2 d ) 分量不相关, 故两压痕对角线
该组试验n=9 , 自由度γ=n-1=8 。 长度d 1 和d 2 的算数平均值d 测量误差的标准不确
2 1