
Page 40 - 理化检验-物理分册 2021年第六期
P. 40
顾开选, 等: 采用圆环三角试样评价材料的尺寸稳定性
明产生了压应力, 而心部应力数值是正 数, 为拉应 缓慢升降温的冷热循环方法同样能够释放铝合金残
力。淬火冷却初始阶段圆环三角试样表层快速冷却 余应力 [ 18 ] , 但处理工艺方面并未达成广泛共识, 从
收缩量较大, 心部温度相对下降较慢收缩量较小, 这 而也制约了深冷处理技术的应用。
就导致试样表层受到拉应力而心部受到压应力, 随 为了验证圆环三角方法的有效性, 采用深冷处
着冷却过程的继续进行, 试样表层温度基本不变, 收 理与 7050 铝合金传统固溶时效相结合的方式, 分别
缩量较小, 但心部由于冷却较慢继续收缩, 这样就导 结合三角形顶角角度变化( Δ θ ) 和试样两侧面平行
致淬火 试 样 表 面 产 生 了 压 应 力 而 心 部 产 生 拉 应 度变化探索不同处理工艺对圆环三角尺寸稳定性的
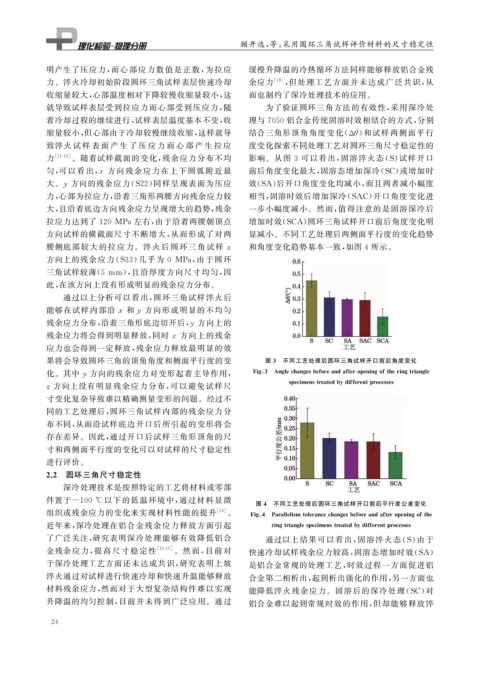
力 [ 11-13 ] 。随着试样截面的变化, 残余应力分布不均 影响。从图 3 可以看出, 固溶淬火态( S ) 试样开口
匀, 可以看出, x 方向残余应力在上下圆弧附近最 前后角度变化最大, 固溶态增加深冷( SC ) 或增加时
大。 y 方向的残余应力( S22 ) 同样呈现表面为压应 效( SA ) 后开口角度变化均减小, 而且两者减小幅度
力, 心部为拉应力, 沿着三角形两腰方向残余应力较 相当, 固溶时效后增加深冷( SAC ) 开口角度变化进
大, 且沿着底边方向残余应力呈现增大的趋势, 残余 一步小幅度减小。然而, 值得注意的是固溶深冷后
拉应力达到了 120 MPa左右, 由于沿着两腰朝顶点 增加时效( SCA ) 圆环三角试样开口前后角度变化明
方向试样的横截面尺寸不断增大, 从而形成了对两 显减小。不同工艺处理后两侧面平行度的变化趋势
腰侧底部较大的拉应 力。淬 火 后 圆 环 三 角 试 样 z 和角度变化趋势基本一致, 如图 4 所示。
方向上的残余应力( S33 ) 几乎为 0 MPa , 由于圆环
三角试样较薄( 5 mm ), 且沿厚度方向尺寸均匀, 因
此, 在该方向上没有形成明显的残余应力分布。
通过以上分析可以看出, 圆环三角试样淬火后
能够在试样内部沿 x 和 y 方向形成明显的不均匀
残余应力分布, 沿着三角形底边切开后, 方向上的
y
残余应力将会得到明显释放, 同时 x 方向上的残余
应力也会得到一定释放, 残余应力释放最明显的效
果将会导致圆环三角的顶角角度和侧面平行度的变 图 3 不同工艺处理后圆环三角试样开口前后角度变化
化。其中 y 方向的残余应力对变形起着主导作用, Fi g 3 An g lechan g esbeforeandaftero p enin g oftherin g trian g le
s p ecimenstreatedb ydifferent p rocesses
z 方向上没有明显残余应力分布, 可以避免试样尺
寸变化复杂导致难以精确测量变形的问题。经过不
同的工艺处理后, 圆环三角试样内部的残余应力分
布不同, 从而沿试样底边开口后所引起的变形将会
存在差异。因此, 通过开口后试样三角形顶角的尺
寸和两侧面平行度的变化可以对试样的尺寸稳定性
进行评价。
2.2 圆环三角尺寸稳定性
深冷处理技术是按照特定的工艺将材料或零部
件置于 -100 ℃ 以下的低温环境中, 通过材料显微 图 4 不同工艺处理后圆环三角试样开口前后平行度公差变化
组织或残余应力的变化来实现材料性能的提升 [ 14 ] 。 Fi g 4 Parallelismtolerancechan g esbeforeandaftero p enin g ofthe
近年来, 深冷处理在铝合金残余应力释放方面引起 rin g trian g les p ecimenstreatedb ydifferent p rocesses
了广泛关注, 研究表明深冷处理能够有效降低铝合 通过以上结果可以看出, 固溶淬火态( S ) 由于
金残余应力, 提高尺寸 稳 定 性 [ 15-17 ] 。然 而, 目 前 对 快速冷却试样残余应力较高, 固溶态增加时效( SA )
于深冷处理工艺方面还未达成共识, 研究表明上坡 是铝合金常规的处理工艺, 时效过程一方面促进铝
淬火通过对试样进行快速冷却和快速升温能够释放 合金第二相析出, 起到析出强化的作用, 另一方面也
材料残余应力, 然而对于大型复杂结构件难以实现 能降低淬火残余应力。固溶后的深冷处理( SC ) 对
升降温的均匀控制, 目前并未得到广泛应用。通过 铝合金难以起到常规时效的作用, 但却能够释放淬
2 4