
Page 26 - 理化检验-物理分册2019年第二期
P. 26
史可庆, 等: 风电主轴强韧性的提高
后, 在钢锭水口端取光谱试样复检化学成分.试验 SEW550 « 大型钢铁锻件: 质量指标».由表 1 可以
产品共 16 个, 其中 8 个产品的化学成分如表 1 所 看出, 所有试验产品材料的化学成分均符合标准技
示.该 产 品 材 料 的 技 术 要 求 为 符 合 德 国 标 准 术要求.
表 1 试验材料的化学成分( 质量分数)
Tab敭1 Chemicalcom p ositionsofthetestmaterials massfraction %
试样编号 C Si Mn P S Cr Mo Ni Cu V
1 0.42 0.25 0.71 0.004 0.001 1.13 0.26 0.54 0.07 0.006
2 0.40 0.28 0.72 0.004 0.001 1.17 0.26 0.55 0.06 0.007
3 0.40 0.21 0.71 0.006 0.002 1.14 0.28 0.55 0.06 0.006
4 0.43 0.21 0.72 0.008 0.002 1.15 0.30 0.57 0.06 0.007
5 0.41 0.24 0.73 0.009 0.001 1.15 0.28 0.57 0.07 0.006
6 0.41 0.24 0.72 0.008 0.001 1.13 0.26 0.57 0.06 0.006
7 0.41 0.25 0.70 0.006 0.002 1.14 0.27 0.56 0.06 0.008
8 0.40 0.26 0.74 0.006 0.002 1.14 0.27 0.58 0.06 0.009
标准值 0.38~0.45 ≤0.40 0.50~0.80 ≤0.035 ≤0.035 0.90~1.200.15~0.30 ≤0.60 - -
1.2 锻造工艺 1.4 调质处理
试验产品的锻造加热工艺如图 1 所示, 加热后 产品最终热处理工艺为调质处理, 工艺曲线如
的钢锭经过压钳把、 墩粗、 拔长等一系列锻造工艺加 图 3 所示.
工成半成品毛坯状态.锻造完成后的毛坯热处理工
艺按照图 2 所示执行.
图 3 调质处理工艺曲线
Fi g 敭3 Q uenchin g andtem p erin g treatment p rocesscurve
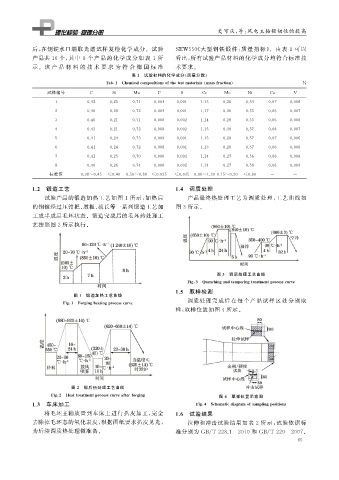
1.5 取样检测
图 1 锻造加热工艺曲线
调质处理完成后在每个产品试样区处分别取
Fi g 敭1 For g in gheatin gp rocesscurve
样, 取样位置如图 4 所示.
图 2 锻后热处理工艺曲线
Fi g 敭2 Heattreatment p rocesscurveafterfor g in g 图 4 取样位置示意图
1.3 车床加工 Fi g 敭4 Schematicdia g ramofsam p lin gp ositions
将毛坯主轴放置到车床上进行扒皮加工, 完全 1.6 试验结果
去除掉毛坯态的氧化表皮, 根据图纸要求扒皮见光, 拉伸和冲击试验结果如表 2 所示, 试验依据标
为后续调质热处理做准备. 准分别为 GB / T228.1-2010 和 GB / T229-2007 .
8 5