
Page 66 - 理化检验-物理分册2018第四期
P. 66
欧海龙, 等: H13 钢注塑热流道喷嘴断裂失效分析
图 4 显微硬度测试压痕形貌
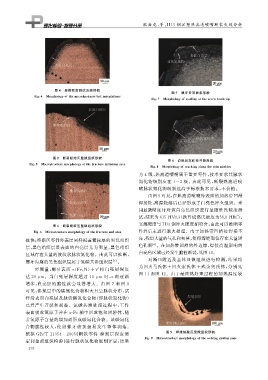
图 7 螺牙齿顶剥落形貌
Fi g 敭4 Mor p holo gy ofthemicrohardnesstestindentations
Fi g 敭7 Mor p holo gy ofs p allin g atthescrewtoothti p
图 5 断裂起始区显微组织形貌
图 8 沿脉状氮化物开裂形貌
Fi g 敭5 Microstructuremor p holo gy ofthefractureinitiationarea
Fi g 敭8 Mor p holo gy ofcrackin g alon g theveinnitrides
为 4 级, 热流道喷嘴属于重要零件, 技术要求其脉状
氮化物级别应在 1~2 级.由此可见, 断裂热流道喷
嘴脉状氮化物级别远高于标准技术要求, 不合格.
由图9可见, 在热流道喷嘴外表面的加热带凹槽
焊接处, 高温烧熔后已经形成了白亮色淬火组织.采
用显微硬度计对该白亮色组织进行显微维氏硬度测
试, 结果为615HV0.3 ( 换算成洛氏硬度为 56.0HRC ).
实测硬度与 H13钢淬火硬度相符合, 由此可以推断零
图 6 断裂终断区显微组织形貌
Fi g 敭6 Microstructuremor p holo gy ofthefractureendarea 件焊后未进行退火处理.由于加热带凹槽处焊接不
极快; 终断区零件外表层同样覆盖着较厚的黑色组织 良, 残留大量的气孔和夹渣, 使得焊缝部位存在大量黑
[ 4 ]
层, 黑色组织层最表面的白亮层尤为明显, 黑色组织 色孔洞 .在加热带凹槽的外边缘, 焊接高温影响的
白亮色区域已经发生脆性断裂, 见图10 .
区域存在大量的波纹状脉状氮化物.由此可以推断,
对断口附近及基体显微组织进行检测, 结果均
螺牙齿廓的黑色组织层属于氮碳共渗组织层 [ 3 ] .
为回火马氏体 + 回火索氏体 + 残余奥氏体, 分别见
经测量, 螺牙表面 ε ( Fe 2N ) +γ′ 相白亮层深度
图 11 和图 12 .由于最终热处理过程的加热温度较
达 20 μ m .当白亮层深度超过 10 μ m 时, ε相逐渐
增多, 白亮层的脆性就会显著增大.由图 7 和图 8
可见, 渗氮层中的碳氮化合物粗大且呈脉状分布, 试
样沿表面白亮层及脉状碳氮化合物( 即脉状氮化物)
已经产生开裂和剥落.氮碳共渗处理过程中, 工件
表面吸收氮原子并在 αGFe相中形成饱和固溶体, 随
着氮原子含量的增加而形成碳氮化合物.该碳氮化
合物脆性较大, 使得螺牙齿顶极 易发生整体剥落.
依据 GB / T11354-2005 « 钢铁零件 渗氮层深度测 图 9 焊接熔融区显微组织形貌
Fi g 敭9 Microstructuremor p holo gy oftheweldin gmoltenzone
定和金相组织检验» 进行脉状氮化物级别评定, 结果
2 7 8