
Page 62 - 理化检验-物理分册2018第四期
P. 62
李 丹, 等: 粉末冶金排气门座圈失效分析
件内部未见明显的缺陷及气孔, 但在靠近密封面处
发现了一条平行于密封面的横向扩展裂纹.气门座
圈在压制的过程中采用双向压制, 缺陷一般存在于
零件中部, 而非接近压制表面附近 [ 8 ] .因此, 可以排
除压制工艺造成零件失效的可能性.
1.3 断口 SEM 分析
采用人工暴力破坏的方式, 获得了正常零件受
外力破坏的断口.通过扫描电镜对比分析失效零件
图 5 失效气门座圈受损位置 SEM 形貌
断口和正常零件人工断口的形貌.
Fi g 敭5 SEM mor p holo gy ofdama g e p ositionofthe
图 4 是 失 效 零 件 和 正 常 零 件 断 口 的 SEM 形
failurevalveseatinsert
貌, 可见失效零件的断口与人工破坏的断口存在明
显的差异, 失效零件断口上颗粒之间并未相互形成
有效的联结.由此可以推断, 在高温烧结的过程之
前这个位置就已经存在缺陷, 导致其在烧结过程中
无法愈合联结 [ 9 ] .
图 6 零件受损过程示意图
Fi g 敭6 Schematicdia g ramofdama g e p rocessofthe p arts
2 综合分析
通过对失效件与合格批次零件化学成分、 硬度、
密度等的测试, 以及对其显微组织的观测, 认为失效
零件与正常零件的材料没有差别, 失效气门座圈材
料满足技术要求. NanoCT 扫描失效件发现在靠
近密封面处存在一条延续到表面的裂纹.
考察生坯压制的工艺过程, 零件采用双向压制,
其缺陷一般出现在中部位置, 因此针对此次零件出
图 4 气门座圈断口 SEM 形貌 现的问题, 认为压制工艺并非造成零件失效的原因,
Fi g 敭4 SEM mor p holo gy offractureofthevalveseatinserts 失效出现在压制工序之后. SEM 断口分析发现, 失
a failure p art b normal p art 效零件缺陷处并未进行烧结, 颗粒之间未形成有效
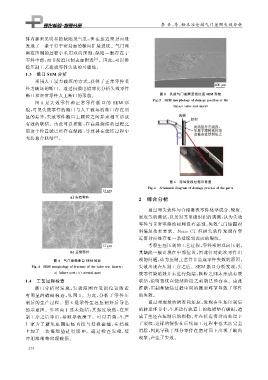
1.4 工艺过程检查 联结, 说明裂纹在烧结阶段之前就已经存在.由此
断口分 析 时 发 现, 失 效 座 圈 在 受 损 位 置 附 近 推断, 压制和烧结过程中间的搬运环节导致了零件
有明显的磕 碰 痕 迹, 见 图 5 .为 此, 分 析 了 零 件 压 的失效.
制后的生产过程.图 6 是零件生坯压制好后导出 通过对现场的调查和还原, 发现在生坯压制后
的示意图.生坯由于还未烧结, 其强度较低, 在压 的转运环节中, 生坯运行轨道上的海绵垫有破损, 造
制工序之后导出, 并顺导轨滑下.可以看到, 生产 成了生坯在压制后的损伤, 并在接近密封面处留下
厂家为了 避 免 座 圈 生 坯 直 接 与 挡 板 碰 撞, 在 挡 板 了裂纹, 这样的损伤在后续加工过程中也无法完全
上加了一 块 海 绵 垫 进 行 缓 冲. 通 过 检 查 发 现, 缓 消除, 因此导致了部分零件在密封面上出现了缺肉
冲用海绵垫出现破损. 现象, 产生了失效.
2 7 4