
Page 33 - 理化检验-物理分册2018第四期
P. 33
王 荣: 机械装备的失效分析( 续前)第 8 讲 失效诊断与预防技术( 3 )
系统设计不合理, 铸件壁厚不均匀会导致铸造应力, 纹; ④ 钢的化学成分不合格, 有害元素磷含量过高,
有时会产生冷裂纹, 刚性结构的铸件, 由于其结构的 使钢的冷脆性增加, 容易产生冷裂纹; ⑤ 铸件开箱过
阻碍, 温度降低导致的收缩应力容易使铸件产生冷 早, 落砂温度过高, 或者在清砂时受到碰撞、 挤压等
裂纹, 薄壁大芯、 壁薄均匀的铸件非常容易产生冷裂 都会引起铸件的开裂.
纹; ② 浇冒口系统设计不合理, 对于壁厚不均匀的铸 3.3.4.1.4 铸造裂纹诊断举例
件, 如果内浇口设置在铸件的厚壁部分时, 将使铸件 举例: 阀门表面缺陷分析( 铸造热裂纹)
厚壁部分的冷却速度更加缓慢, 导致或加剧铸件各 材料为 15CrMo钢的铸造阀门, 热处理后经渗
部分冷却速度的差别, 增大了铸造热应力, 容易使铸 透检验发现其表面存在大量长短不一的线状缺陷,
件产生冷裂纹, 浇冒口位置设计不当时, 也会直接阻 且零件外 表 面 凹 陷 部 位 的 缺 陷 相 对 较 多 一 些, 见
碍铸件收缩, 使铸件容易产生冷裂纹; ③ 型砂或型芯 图 32a ) 中的标识区域.经调查, 该阀门铸造后的热
的强度太高, 高温退让性差, 或舂砂过紧, 使铸件收 处理工艺为: 750~800 ℃ 预热,( 940±10 ) ℃ 正火,
缩受到阻碍, 产生很大的拉应力, 导致铸件产生冷裂 ( 710±10 ) ℃ 回火.
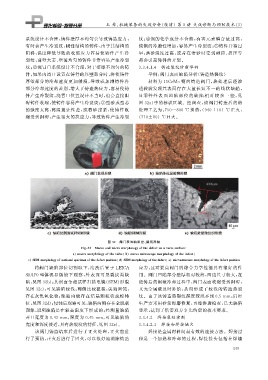
图 32 阀门表面缺陷宏、 微观形貌
Fi g 敭32 Macroandmicromor p holo gy ofthedefectonavalvesurface
a macromor p holo gy ofthevalve b stereomicrosco p emor p holo gy ofthedefect
c SEM mor p holo gy ofsectionals p ecimenofthedefect p osition d SEM mor p holo gy ofthedefect e microstructuremor p holo gy ofthedefect p osition
将阀门缺陷部位切割取下, 清洗后置于 LEICA 应力, 这对提高阀门的综合力学性能具有很好的作
S8AP0型体视显微镜下观察, 外表面可见裂纹类缺 用.阀门凹陷部分壁厚相对较薄, 两边尺寸较大, 在
陷, 见图32b ); 其剖面金相试样扫描电镜( SEM ) 形貌 浇铸后的钢液冷却过程中, 阀门表面收缩受到阻碍,
见图32c ), 可见缺陷较浅, 两侧比较粗糙, 尖端圆钝, 又无金属液及时补给, 从而形成了较浅的铸造热裂
存在灰色氧化物; 缺陷内壁存在结晶颗粒状疏松特 纹.由于该铸造热裂纹深度较浅不到0.5mm , 后经
征, 见图32d ); 侵蚀后观察可见, 缺陷两侧存在全脱碳 生产方采用砂轮打磨修复, 再经渗透检查, 已无缺陷
现象, 说明缺陷是在较高温度下形成的; 经测量缺陷 显示, 达到了供需双方事先约定的技术要求.
开口宽度为 0.43mm , 深度为 0.45mm , 可见缺陷的 3.3.4.2 焊接裂纹诊断
宽度和深度接近, 具有热裂纹的特征, 见图32e ). 3.3.4.2.1 焊接和焊接缺欠
该阀门铸造结束后进行了正火处理, 正火前进 焊接是金属材料间最有效的连接方法.焊接过
行了预热, 正火后进行了回火, 可以很好地消除铸造 程是一个加热和冷却的过程, 焊接接头包括在焊缝
2 4 9