
Page 79 - 2017物理第四期
P. 79
闫 凯, 等: 煤层气开发用加厚油管螺纹接头损伤失效分析
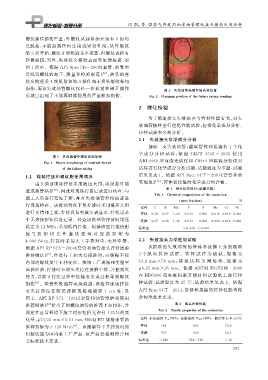
螺纹部位损伤严重, 外螺纹从起始扣开始有 8 扣均
已脱落, 不能起到任何连接或密封作用; 从 外螺纹
第 9 扣开始, 螺纹牙型轮廓基本完整, 但螺纹表面有
轻微损伤; 另外, 失效接头螺纹表面有生锈痕迹, 如
图 1 所示.依据 APIS p ec5B-2008 « 套管、 油管和
管线管螺纹的加工、 测量和检验规范» , 油管的连
[ 5 ]
接应能经受 4 次机紧和卸开操作而不发生螺纹粘扣
损伤, 而该失效油管螺纹仅经一次机紧和卸开操作
图 2 失效油管接箍拧接夹持位置
后就已出现了不能再继续使用的严重粘扣损伤. Fi g 敭2 Clam p in gp ositionofthefailuretubin g cou p lin g
2 理化检验
为了确定接头失效是否与管材性能有关, 对失
效油管抽样进行理化性能试验, 包括化学成分分析、
拉伸试验和金相分析.
2.1 失效接头化学成分分析
抽取一支失效油管, 截取管体和接箍各 1 个化
学成 分 分 析 试 样, 依 据 GB / T 4336-2002 使 用
图 1 失效油管外螺纹宏观形貌
ARL4460 型直读光谱仪和 CS444 型碳硫分析仪对
Fi g 敭1 Macromor p holo gy ofexternalthread
试样进行化学成分分析试验, 试验温度为室温, 试验
ofthefailuretubin g
1.2 现场拧接和螺纹脂使用情况 结果见表 1 .依据 APIS p ec5CT-2011 « 套管和油
[ 10 ]
由于油田现场拧接采用液压大钳, 该设备可能 管规范» , 管体和接箍的化学成分均合格.
造成油管粘扣 [ 6 ] , 因此对现场拧接记录进行核查, 与 表 1 接头化学成分( 质量分数)
Tab敭1 Chemicalcom p ositionsoftheconnection
施工人员进行交流了解, 并对失效油管拧接痕迹进
massfraction %
行现场检查.该批油管在下井拧接时采用液压大钳
试样 C Si Mn P S Mo Cr Ni
进行夹持和上紧, 拧接设备有液压表显示, 拧接记录 管体 0.28 0.27 1.30 0.013 0.002 0.010 0.040 0.030
中无拧接扭矩信息记录.经查该批油管拧接时钳压 接箍 0.27 0.26 1.32 0.013 0.002 0.020 0.040 0.020
设定为12MPa , 采用低档拧接.根据该型拧接机钳 标准值 - - - ≤0.030 ≤0.030 - - -
压 与 扭 矩 相 关 性 曲 线 查 询 对 应 的 扭 矩 为
4000N m . 拧接时采用人工手扶对中, 无对中器. 2.2 失效接头力学性能试验
根据 APIRP5C5-2003 « 套管和油管接头评价试验 从抽取的失效油管的管体和接箍上分别制取
[ 7 ]
推荐做法» , 在进行上扣夹持接箍时, 应确保不使 3 个纵 向 拉 伸 试 样. 管 体 试 样 为 板 状, 规 格 为
内部的螺纹发生不利变形.按照工厂现场和实验室 19.1mm×50mm ; 接 箍 试 样 为 圆 棒 状, 规 格 为
试验经验, 拧接时卡钳应夹持在接箍中部, 并控制夹 ϕ 6.25mm×25mm .依据 ASTM E8 / E8M-2008
持力, 以防止拧接过程中接箍变形或过热导致螺纹 在 RBO600 型电液伺服万能材料试验机上进行拉
损伤 [ 8 ] .检查失效油管夹持痕迹, 该油管现场拧接 伸试验, 试验温度为 25 ℃ , 试验结果见表 2 .依据
时夹 持 部 位 在 距 离 接 箍 现 场 端 端 部 1cm 处, 见 APIS p ec5CT-2011 , 管体和接箍的拉伸性能均符
图 2 . APIRP5C1-1991 « 套管和油管维护和使用 合标准技术要求.
推荐做法» 给出了圆螺纹油管的推荐上扣扭矩, 并 表 2 接头拉伸性能
[ 9 ]
规定在正常环境下施工时扭矩值允许有 ±25% 的变 Tab敭2 Tensile p ro p ertiesoftheconnection
化量, 73.02mm×5.51mm N80QEU 规格油管的 试样 抗拉强度 Rm / MPa 屈服强度 R t0.5 / MPa 断后伸长率 A / %
ϕ
[ 9 ] 管体
推荐扭矩为 3120N m .该批油管下井拧接时所 766 663 23.0
用螺纹脂为国内某工厂产品, 该产品经检测符合相 接箍 757 652 23.5
关标准技术要求. 标准值 ≥689 552~758 ≥16
2 8 1