
Page 40 - 理化检验-物理分册2025年第五期
P. 40
雷 娜,等:SC700D钢的静态和动态CCT曲线
热膨胀仪对该钢进行试验,得到该钢的静态和动态
CCT曲线,结果可为实际生产中该钢的加热温度、
冷却速率和卷曲温度的选取提供参考,也可为后续
新钢种的研发和轧制工艺、热处理工艺的拟定提供
数据支持。
1 试验材料与试验方法
1.1 试验材料
在厚度为40 mm的高强钢中间坯横截面长和宽 图 1 试验钢的取样位置示意
的1/4处截取试样,取样位置如图1所示。依次采用
锯床、铣床、磨床、线切割等设备将试样分别加工成 验无法进行。首先用砂纸轻轻打磨掉试样表面的锈
直径为4,5 mm,高度为10 mm的静态和动态相变 斑及油污,用乙醇溶液超声清洗两遍,然后用吹风机
吹干试样,最后使用游标卡尺分别测量试样的初始
试样,其中C元素的质量分数为0.22%~0.25%,Si
元素的质量分数为0.2%~0.3%,Mn元素的质量分 长度和直径。利用点焊机将热电偶丝焊接在试样上。
焊接热电偶时,惰性保护气体气流不能过小,从而避
数为 1.2%~1.4%,B元素的质量分数为 0.002%~
0.003 5%,Ti元素的质量分数为0.02%~0.05%,Cr 免试样焊接点发生氧化;两根热电偶丝不可以交叉,
元素的质量分数为0.1%~0.2%,P元素的质量分数 以避免发生短路。将待检试样置于两顶杆之间,使
不大于0.02%,Cu元素的质量分数不大于0.1%,Ni 试样与顶杆接触良好,且在同一水平面上。连接热
元素的质量分数不大于0.15%,Al元素的质量分数 电偶丝,将位移调零,然后开冷却水,抽真空。待真
为0.02%~0.06%。 空度一定后,在环境中充入惰性气体并开始试验。
1.2 试验方法 利用热膨胀仪对室温惰性气体或高真空环境下
线切割后的相变试样表面会发生不同程度的氧 生产过程中冷却速率对钢材相变和显微组织的影响
化,且存在油污,试验前需要将其彻底清理掉,以防 进行研究。静态和动态CCT试验热处理工艺过程
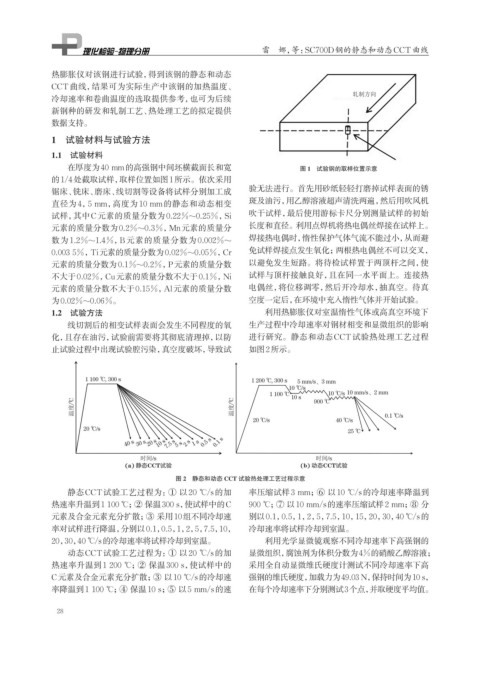
止试验过程中出现试验腔污染,真空度破坏,导致试 如图2所示。
图 2 静态和动态 CCT 试验热处理工艺过程示意
静态CCT试验工艺过程为:① 以20 ℃/s的加 率压缩试样3 mm;⑥ 以10 ℃/s的冷却速率降温到
热速率升温到1 100 ℃;② 保温300 s,使试样中的C 900 ℃;⑦ 以10 mm/s的速率压缩试样2 mm;⑧ 分
元素及合金元素充分扩散;③ 采用10组不同冷却速 别以0.1,0.5,1,2,5,7.5,10,15,20,30,40 ℃/s的
率对试样进行降温,分别以0.1,0.5,1,2,5,7.5,10, 冷却速率将试样冷却到室温。
20,30,40 ℃/s的冷却速率将试样冷却到室温。 利用光学显微镜观察不同冷却速率下高强钢的
动态CCT试验工艺过程为:① 以20 ℃/s的加 显微组织,腐蚀剂为体积分数为4%的硝酸乙醇溶液;
热速率升温到1 200 ℃;② 保温300 s,使试样中的 采用全自动显微维氏硬度计测试不同冷却速率下高
C元素及合金元素充分扩散;③ 以10 ℃/s的冷却速 强钢的维氏硬度,加载力为49.03 N,保持时间为10 s,
率降温到1 100 ℃;④ 保温10 s;⑤ 以5 mm/s的速 在每个冷却速率下分别测试3个点,并取硬度平均值。
28