
Page 49 - 理化检验-物理分册2023年第一期
P. 49
刘少先, 等: 合金化热镀锌无间隙原子钢板表面白色点状压印缺陷的产生原因
图4 点状压印处截面的SEM 形貌
终导致缺陷呈短白条纹状。 被彻底酸洗, 导致形成欠酸洗缺陷。
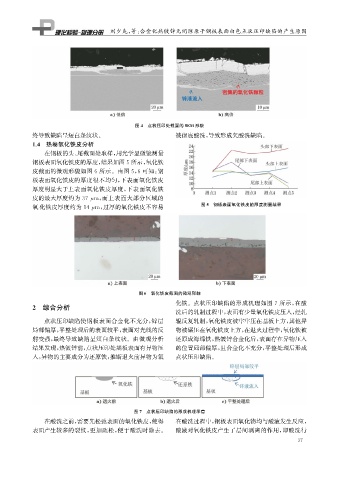
1.4 热卷氧化铁皮分析
在钢板的头、 尾截面处取样, 用光学显微镜测量
钢板表面氧化铁皮的厚度, 结果如图5所示, 氧化铁
皮截面的微观形貌如图6所示。由图5 , 6可知: 钢
板表面氧化铁皮的厚度很不均匀, 下表面氧化铁皮
厚度明显大于上表面氧化铁皮厚度, 下表面氧化铁
皮的最大厚度约为37 μ m , 而上表面大部分区域的
氧 化铁皮厚度约为14 μ m , 过厚的氧化铁皮不容易 图5 钢板表面氧化铁皮的厚度测量结果
图6 氧化铁皮截面的微观形貌
化铁。点状压印缺陷的形成机理如图7所示, 在酸
2 综合分析
洗后的轧制过程中, 表面有少量氧化铁皮压入, 经轧
点状压印缺陷使钢板表面合金化不充分, 锌层 辊反复轧制, 氧化铁皮被牢牢压在基板上方, 其他异
局部偏厚, 平整处理后的表面较平, 表面对光线的反 物被碾压在氧化铁皮上方, 在退火过程中, 氧化铁被
射变强, 最终导致缺陷呈短白条纹状。由微观分析 还原成海绵铁, 热镀锌合金化后, 表面存在异物压入
结果发现, 热镀锌前, 点状压印处基板表面有异物压 的位置局部偏厚, 且合金化不充分, 平整处理后形成
入, 异物的主要成分为还原铁, 推断退火前异物为氧 点状压印缺陷。
图7 点状压印缺陷的形成机理示意
在酸洗之前, 需要先松弛表面的氧化铁皮, 使得 在酸洗过程中, 钢板表面氧化物均与酸液发生反应,
表面产生较多的裂纹, 更加疏松, 便于酸洗时除去。 酸液对氧化铁皮产生了层间剥离的作用, 即酸洗行
7
3