
Page 92 - 理化检验-物理分册2022年第十一期
P. 92
DOI : 10.11973 / lh jy -wl202211021
某重载高速齿轮箱太阳轮开裂原因
刘聪颖,晁永强,党军玲,黄文鹏,仲博颖,马宏利,龙 倩,王 涛
( 重庆齿轮箱有限责任公司,重庆 402263 )
摘 要: 某重载高速齿轮箱太阳轮在装配时发生开裂。采用宏观观察、 化学成分分析、 金相检
验、 扫描电镜及能谱分析等方法, 分析了该太阳轮开裂的原因。结果表明: 该太阳轮在加工完成后
和装配前, 内部夹杂物使裂纹萌生, 加工残余应力作用导致太阳轮发生了低应力脆性开裂。
关键词: 太阳轮;沿晶断裂;准解理断裂;低应力脆性开裂;夹杂
中图分类号: TB31 ; TG115.2 文献标志码: B 文章编号: 1001-4012 ( 2022 ) 11-0076-03
Crackin g causesofthesung earofaheav y -dut yhi g hs p eedg earbox
LIUCon gy in g CHAOYon gq ian g DANGJunlin g HUANG Wen p en g ZHONGBo y in g ,
,
,
,
,
MAHon g li , LONGQ ian , WANGTao
( Chon gq in gGearboxCo. , Ltd. , Chon gq in g402263 , China )
Abstract : Thesung earofaheav y -dut yhi g hs p eedg earboxcrackeddurin gassembl y .Thereasonsforthe
crackin gofthesung ear wereanal y zed b y meansof macrosco p icobservation , chemicalcom p ositionanal y sis ,
metallo g ra p hicexamination , scannin gelectronmicrosco py andener gy s p ectrumanal y sis.Theresultsshowthatthe
internalinclusionscausedthesung earinitiatecracksaftermachin g andbeforeassembl y , andthemachinin g residual
stresscausedthesung eartolowstressbrittlecrackin g .
Ke y words : sung ear ; inter g ranularfracture ; q uasi-cleava g efracture ; lowstressbrittlecrackin g ; inclusion
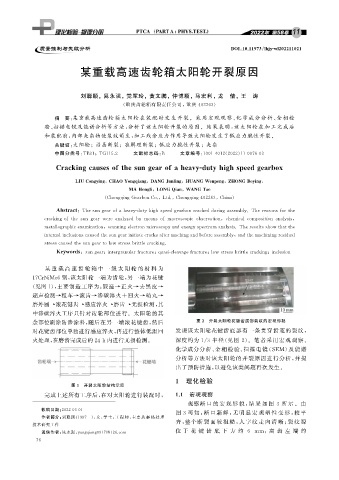
某 重 载 高 速 齿 轮 箱 中 一 级 太 阳 轮 的 材 料 为
17CrNiMo6钢, 该太阳轮一端为齿轮, 另一端为花键
( 见图1 ), 主要制造工序为: 锻造 → 正火 → 去黑皮 →
超声检测→粗车 → 滚齿 → 渗碳淬火 + 回火 → 喷丸 →
磨外圆→滚花键齿→感应淬火→磨齿→无损检测, 其
中渗碳淬火工序只针对齿轮部位进行。太阳轮的其
余部位刷涂防渗涂料, 随后在另一端滚花键齿, 然后 图 2 开裂太阳轮花键齿底部裂纹的宏观形貌
对花键齿部位单独进行感应淬火, 再进行整体低温回 发现该太阳轮花键齿底部有一条贯穿齿宽的裂纹,
火处理, 在磨齿完成后的24h内进行无损检测。 深度约为 1 / 3 半径( 见图 2 )。笔者采用宏观观察、
化学成分分析、 金相检验、 扫描电镜( SEM ) 及能谱
分析等方法对该太阳轮的开裂原因进行分析, 并提
出了预防措施, 以避免该类问题再次发生。
1 理化检验
图 1 开裂太阳轮结构示意
完成上述所有工序后, 在对太阳轮进行装配时, 1.1 宏观观察
观察断 口 的 宏 观 形 貌, 结 果 如 图 3 所 示。 由
收稿日期: 2022-03-01
图 3 可知: 断 口 新 鲜, 无 明 显 宏 观 塑 性 变 形, 较 平
作者简介: 刘聪颖( 1987- ), 女, 学士, 工程师, 主要从事热处理
齐, 整个断 裂 面 较 粗 糙, 人 字 纹 走 向 清 晰; 裂 纹 源
技术研究工作
位 于 花 键 齿 底 下 方 约 6 mm ,离 齿 左 端 约
通信作者: 晁永强, y on gq ian g 0917@126.com
7 6