
Page 38 - 理化检验-物理分册2022年第十期
P. 38
王步美, 等: 超期服役加氢反应器的检验及安全评定
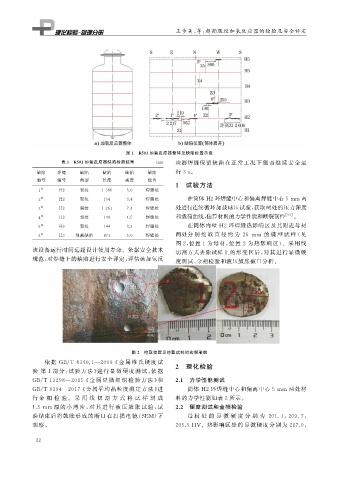
图 1 R501 加氢反应器整体及缺陷位置示意
表 1 R501 加氢反应器缺陷检测结果 mm 应器焊缝保留缺陷在正常工况下能否继续安全运
缺陷 焊缝 缺陷 缺陷 缺陷 缺陷 行 3a 。
编号 编号 类型 长度 高度 位置
1 试验方法
# 裂纹 焊缝处
1 H2 1386 5.0
# 裂纹 焊缝处 在筒体 H2环焊缝中心和偏离焊缝中心5mm 两
2 H2 154 3.4
# 裂纹 焊缝处 处进行连续循环加载球压试验, 获取两处的压力深度
3 H2 1261 7.4
[ 3-7 ]
# 裂纹 焊缝处 和载荷曲线, 估算材料的力学性能和断裂韧性 。
4 H2 149 4.5
在筒体内壁 H2 环焊缝热影响区及其附近母材
# 裂纹 焊缝处
5 H6 144 2.3
两处分 别 挖 取 直 径 约 为 26 mm 的 碟 型 试 样 ( 见
# 埋藏缺陷 焊缝处
6 H3 871 5.0
图 2 , 位置 1 为母材, 位置 2 为热影响区)。采用线
该设备运行时间远超设计使用寿命。依据安全技术 切割方式去除试样上的形变区后, 对其进行显微硬
规范, 对焊缝上的缺陷进行安全评定, 评估该加氢反
度测试、 金相检验和液压鼓胀破口分析。
图 2 挖取位置及挖取试样的宏观形貌
依据 GB / T4340.1 — 2009 《 金 属 维 氏 硬 度 试
验 第 1 部分: 试验方法》 进行显微硬度测试, 依 据 2 理化检验
GB / T13298 — 2015 《 金 属 显 微 组 织 检 验 方 法》 和 2.1 力学性能测试
GB / T6394 — 2017 《 金属平均晶粒度测定方法》 进 筒体 H2 环焊缝中心和偏离中心 5mm 两处材
行 金 相 检 验。 采 用 线 切 割 方 式 将 试 样 割 成 料的力学性能如表 2 所示。
1.5mm 厚的小 薄 片, 对 其 进 行 液 压 鼓 胀 试 验, 试 2.2 硬度测试和金相检验
验结束后将鼓胀形成的断口在扫描电镜( SEM ) 下 母 材 处 的 显 微 硬 度 分 别 为 201.1 , 209.7 ,
观察。 205.3HV 。热影响区处的显微硬度分别为 217.0 ,
2 2