
Page 58 - 理化检验-物理分册2022年第四期
P. 58
庄 迎: 310S 不锈钢中厚板表面裂纹缺陷形成原因
1 理化检验
1.1 连铸坯的低倍组织检测和渗透检测
310S 不锈钢在凝固过程中很容易产生晶间裂
纹, 采用低倍组织检测和渗透检测方法对同炉号的
连铸坯进行检测, 结果如图 2 , 3 所示。
图 4 热轧态 310S不锈钢中厚板 SEM 形貌
图 2 310S不锈钢连铸坯低倍组织形貌
图 5 热轧态 310S不锈钢中厚板的显微组织
的主要原因。
2 改进措施
由以上分析可知, 表面裂纹产生的原因为钢板
轧制过程中产生的两相组织变形抗力不同, 要消除
裂纹, 就要使钢板热轧态组织尽量单一, 钢板充分再
图 3 310S不锈钢连铸坯渗透检测结果
结晶或全部为轧制态组织。
在 310S 不锈钢连铸坯上没有发现任何裂纹缺
材料在热变形的过程中, 能否发生动态再结晶
陷, 在铸坯中心有 0.5 级的疏松缺陷。将连铸坯横
主要取决于变形量、 变形温度与变形速率。材料动
截面进行了铣磨和抛光处理, 在渗透检测时, 将溶有
态再结晶的发生不仅与变形量有关, 还与温度和应
着色染料的渗透液喷涂于抛光后的铸坯横截面上,
变速率有关, 温度越高, 应变速率越低, 越能促进材
如有缺陷存在, 由于毛细作用, 渗透液渗入到细小的
料动态再结晶 [ 8-10 ] 。
表面开口缺陷中, 然后清除附着在工件表面的多余
产生缺陷的 310S 不锈钢中厚板在热轧过程中
渗透液, 经干燥后再施加显像剂, 缺陷中的渗透液在
热量散失得较快, 终轧温度约为900℃ , 根据动态再
毛细作用下被重新吸附到表面上被显示出来。
结晶理论, 在热轧过程中实现全部动态再结晶难度
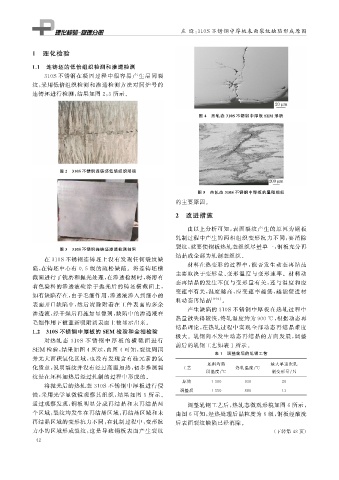
1.2 310S不锈钢中厚板的 SEM 检验和金相检验
极大。轧钢向不发生动态再结晶的方向发展, 调整
对热轧 态 310S 不 锈 钢 中 厚 板 的 横 截 面 进 行
前后的轧钢工艺如表 1 所示。
SEM 检验, 结果如图 4 所示, 由图 4 可知, 裂纹周围
表 1 调整前后的轧钢工艺
并无大面积氧化区域, 也没有发现含有硅元素的氧
坯料均热 最大单道次轧
化质点, 说明裂纹并没有经过高温加热, 初步推测裂 工艺 终轧温度 / ℃
段温度 / ℃ 制变形量 / %
纹是在坯料加热后经过轧制的过程中形成的。
原始 1300 930 20
将抛光后的热轧态 310S 不锈钢中厚板进行侵
调整后 1250 880 13
蚀, 采用光学显微镜观察其组织, 结果如图 5 所示。
通过观察发现, 钢板明显分成再结晶和未再结晶两 调整轧钢工艺后, 热轧态微观形貌如图 6 所示,
个区域, 裂纹均发生在再结晶区域, 再结晶区域和未 由图 6 可知, 经热处理后晶粒度为 6 级, 钢板经酸洗
再结晶区域的变形抗力不同, 在轧制过程中, 变形抗 后表面裂纹缺陷已经消除。
力小的区域形成裂纹, 这是导致钢板表面产生裂纹 ( 下转第 48 页)
4 2