
Page 90 - 理化检验-物理分册2022年第三期
P. 90
梁燕燕, 等: 某热镀纯锌卷大锌花和发亮缺陷产生原因及改善措施
于第五机架毛辊( 未经打磨) 的表面粗糙度及该机架 表 3 轧制方案及表面粗糙度测量结果
的轧制力。在实际生产中, 通常会批量生产近似规 轧制方案 第五机架轧制量 毛辊粗糙度
格的轧硬卷, 随着生产的进行, 毛辊表面粗糙度会随
原始工艺 批量生产时, 共 600t 见图 5a )
之下降, 这时需提高第五机架的轧制力来保证轧硬 第 1~6 根轧硬卷 550t
卷的表面粗糙度。为保证轧硬卷的表面粗糙度满足 第 7~12 根轧硬卷 650t
方案一
见图 5b )
用户提供的技术要求( 0.6~1.6 μ m ), 设计了两种轧 第 13~30 根轧硬卷 710t
制方案( 表 3 ), 对轧硬卷的表面粗糙度进行生产跟 方案二 批量生产时, 共 600t 见图 5c )
踪并取样测量。
在后续的实际生产中, 用户在对按方案二生产
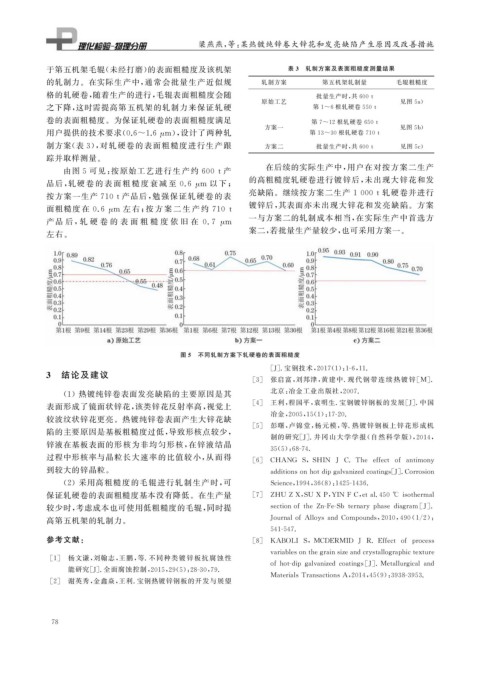
由图 5 可见: 按原始工艺进行生产约 600t产
的高粗糙度轧硬卷进行镀锌后, 未出现大锌花和发
品后, 轧硬 卷 的 表 面 粗 糙 度 衰 减 至 0.6 μ m 以 下;
按方案一生产 710t产品后, 勉强保证轧硬卷的表 亮缺陷。继续按方案二生产 1000t轧硬卷并进行
镀锌后, 其表面亦未出现大锌花和发亮缺陷。方案
面粗糙度 在 0.6 μ m 左 右; 按 方 案 二 生 产 约 710t
一与方案二的轧制成本相当, 在实际生产中首选方
产品 后, 轧 硬 卷 的 表 面 粗 糙 度 依 旧 在 0.7 μ m
案二, 若批量生产量较少, 也可采用方案一。
左右。
图 5 不同轧制方案下轧硬卷的表面粗糙度
[ J ] . 宝钢技术, 2017 ( 1 ): 1-6 , 11.
3 结论及建议
[ 3 ] 张启富, 刘邦津, 黄建中 . 现代 钢 带 连 续 热 镀 锌[ M ] .
( 1 )热镀纯锌卷表面发亮缺陷的主要原因是其 北京: 冶金工业出版社, 2007.
[ 4 ] 王利, 程国平, 袁明生 . 宝钢镀锌钢板的发展[ J ] . 中国
表面形成了镜面状锌花, 该类锌花反射率高, 视觉上
冶金, 2005 , 15 ( 1 ): 17-20.
较波纹状锌花更亮。热镀纯锌卷表面产生大锌花缺
[ 5 ] 彭曙, 卢锦堂, 杨元模, 等 . 热镀锌钢板上锌花形成机
陷的主要原因是基板粗糙度过低, 导致形核点较少,
制的研究[ J ] . 井冈山大学学报( 自然科学 版), 2014 ,
锌液在基板表面的形核为非均匀形核, 在锌液结晶
35 ( 5 ): 68-74.
过程中形核率与晶粒长大速率的比值较小, 从而得
[ 6 ] CHANG S , SHIN J C.The effect of antimon y
到较大的锌晶粒。
additionsonhotdi pg alvanized coatin g s [ J ] .Corrosion
( 2 )采用高粗糙度的毛辊进行轧制生产时, 可 Science , 1994 , 36 ( 8 ): 1425-1436.
保证轧硬卷的表面粗糙度基本没有降低。在生产量 [ 7 ] ZHUZX , SU XP , YINFC , etal.450 ℃isothermal
较少时, 考虑成本也可使用低粗糙度的毛辊, 同时提 sectionoftheZn-Fe-Sbternar yp hasedia g ram [ J ] .
高第五机架的轧制力。 JournalofAllo y sandCom p ounds , 2010 , 490 ( 1 / 2 ):
541-547.
参考文献: [ 8 ] KABOLI S , MCDERMID J R.Effect of p rocess
variablesonthe g rainsizeandcr y stallo g ra p hictexture
[ 1 ] 杨文谦, 刘翰志, 王鹏, 等 . 不同种类镀锌板抗 腐 蚀 性
ofhot-di pg alvanizedcoatin g s [ J ] .Metallur g icaland
能研究[ J ] . 全面腐蚀控制, 2015 , 29 ( 5 ): 28-30 , 79.
MaterialsTransactionsA , 2014 , 45 ( 9 ): 3938-3953.
[ 2 ] 谢英秀, 金鑫焱, 王利 . 宝钢热镀锌钢板的开发与展望
7 8