
Page 45 - 理化检验-物理分册2022年第二期
P. 45
刘向明, 等: 白光干涉测量法在波纹度指标检测中的应用
方法的检测结果无明显差异, 一致性较好。采用非
接触式白光干涉法检测波纹度具有有效性。
4 结语
( 1 )采用白光干涉法检测波纹度指标时, 只要
识别零级条纹就可得到零光程差位置。
( 2 )镜头的移动可带动零级条纹的上下移动,
从而对试样表面进行扫描, 将扫描结果进行叠加可
获得试样的表面轮廓信息。
( 3 )一次多项式处理可消除水平方向的不确定
度。利用高斯滤波器进行低通滤波, 可去除样品在
宏观上的几何形状误差对检测结果造成的影响; 利
用高斯滤波器进行高通滤波, 可去除 1 mm 以下短
波部分的细微轮廓, 得到波纹度轮廓。
( 4 )采用t 检验分析白光干涉测量法及接触式
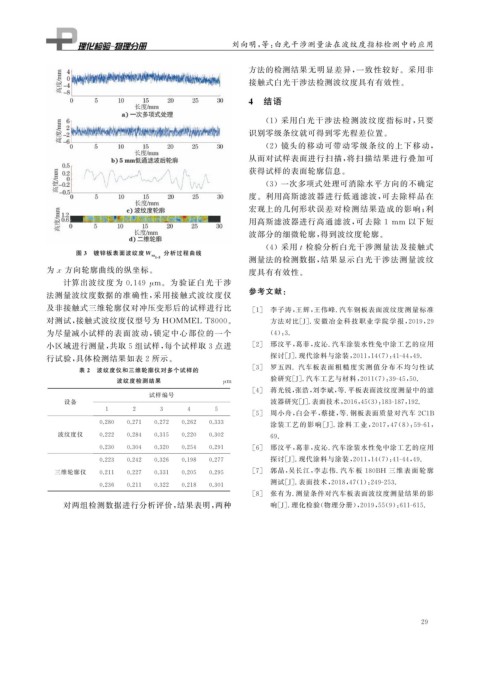
分析过程曲线
图 3 镀锌板表面波纹度 W sa
1-5 测量法的检测数据, 结果显示白光干涉法测量波纹
为x 方向轮廓曲线的纵坐标。 度具有有效性。
计算出波纹度为 0.149 μ m 。为验证白光干涉
参考文献:
法测量波纹度数据的准确性, 采用接触式波纹度仪
及非接触式三维轮廓仪对冲压变形后的试样进行比 [ 1 ] 李子涛, 王辉, 王伟峰 . 汽车钢板表面波纹度测量标准
对测试, 接触式波纹度仪型号为 HOMMELT8000 。 方法对比[ J ] . 安徽冶金科技职业 学 院 学 报, 2019 , 29
为尽量减小试样的表面波动, 锁定中心部位的一个 ( 4 ): 3.
小区域进行测量, 共取 5 组试样, 每个试样取 3 点进 [ 2 ] 邢汶平, 葛菲, 皮沁 . 汽车涂装水性免中涂工艺的应用
行试验, 具体检测结果如表 2 所示。 探讨[ J ] . 现代涂料与涂装, 2011 , 14 ( 7 ): 41-44 , 49.
[ 3 ] 罗五四 . 汽车板表面 粗 糙 度 实 测 值 分 布 不 均 匀 性 试
表 2 波纹度仪和三维轮廓仪对多个试样的
波纹度检测结果 μ m 验研究[ J ] . 汽车工艺与材料, 2011 ( 7 ): 39-45 , 50.
[ 4 ] 蒋光锐, 张浩, 刘李斌, 等. 平板表面波纹度测量中的滤
试样编号
设备 波器研究[ J ] . 表面技术, 2016 , 45 ( 3 ): 183-187 , 192.
1 2 3 4 5
[ 5 ] 周小舟, 白会平, 蔡捷, 等 . 钢板表面质量对汽车 2C1B
0.280 0.271 0.272 0.262 0.333 涂装工艺的 影 响[ J ] . 涂 料 工 业, 2017 , 47 ( 8 ): 59-61 ,
波纹度仪 0.222 0.284 0.315 0.220 0.302
69.
0.230 0.304 0.320 0.254 0.291 [ 6 ] 邢汶平, 葛菲, 皮沁 . 汽车涂装水性免中涂工艺的应用
0.223 0.242 0.326 0.198 0.277 探讨[ J ] . 现代涂料与涂装, 2011 , 14 ( 7 ): 41-44 , 49.
三维轮廓仪 0.211 0.227 0.331 0.205 0.295 [ 7 ] 郭晶, 吴长江, 李志 伟 . 汽 车 板 180BH 三 维 表 面 轮 廓
测试[ J ] . 表面技术, 2018 , 47 ( 1 ): 249-253.
0.236 0.211 0.322 0.218 0.301
[ 8 ] 张有为 . 测量条件对汽车板表面波纹度测量结果的影
对两组检测数据进行分析评价, 结果表明, 两种 响[ J ] . 理化检验( 物理分册), 2019 , 55 ( 9 ): 611-615.
2 9