
Page 96 - 理化检验-物理分册2021年第九期
P. 96
黄国俊, 等: 起重用20Mn2钢短环链拉伸破断力不合格原因
出, 不合格环链1的焊缝区和母材的显微硬度差别较 暴露在空气中的时间延长, 进一步加重了焊接面的
大, 合格环链6的焊缝区硬度高于不合格环链的。 氧化及脱碳 [ 4 ] 。环链对焊加工时增加顶锻量能够把
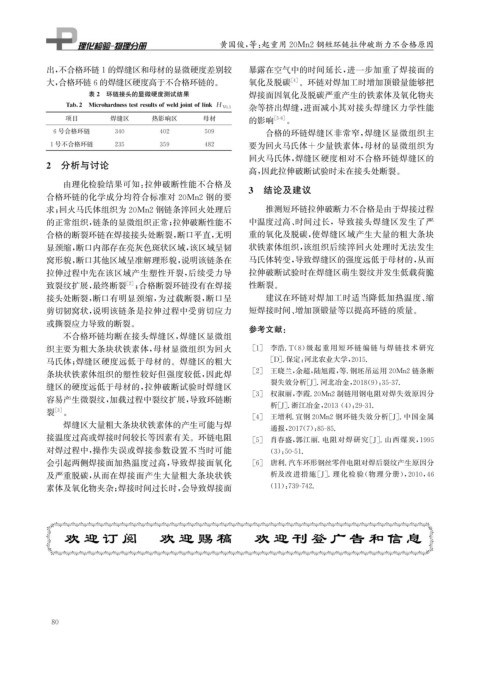
表2 环链接头的显微硬度测试结果 焊接面因氧化及脱碳严重产生的铁素体及氧化物夹
Tab 2 Microhardnesstestresultsofweld j ointoflink H V0.1 杂等挤出焊缝, 进而减小其对接头焊缝区力学性能
项目 焊缝区 热影响区 母材 的影响 [ 5-6 ] 。
6号合格环链 340 402 509 合格的环链焊缝区非常窄, 焊缝区显微组织主
1号不合格环链 235 359 482 要为回火马氏体+少量铁素体, 母材的显微组织为
回火马氏体, 焊缝区硬度相对不合格环链焊缝区的
2 分析与讨论
高, 因此拉伸破断试验时未在接头处断裂。
由理化检验结果可知: 拉伸破断性能不合格及
合格环链的化学成分均符合标准对 20Mn2 钢的要 3 结论及建议
求; 回火马氏体组织为20Mn2钢链条淬回火处理后 推测短环链拉伸破断力不合格是由于焊接过程
的正常组织, 链条的显微组织正常; 拉伸破断性能不 中温度过高、 时间过长,导致接头焊缝区发生了严
合格的断裂环链在焊接接头处断裂, 断口平直, 无明 重的氧化及脱碳, 使焊缝区域产生大量的粗大条块
显颈缩, 断口内部存在亮灰色斑状区域, 该区域呈韧 状铁素体组织, 该组织后续淬回火处理时无法发生
窝形貌, 断口其他区域呈准解理形貌, 说明该链条在 马氏体转变, 导致焊缝区的强度远低于母材的, 从而
拉伸过程中先在该区域产生塑性开裂, 后续受力导 拉伸破断试验时在焊缝区萌生裂纹并发生低载荷脆
致裂纹扩展, 最终断裂 [ 2 ] ; 合格断裂环链没有在焊接 性断裂。
接头处断裂, 断口有明显颈缩, 为过载断裂, 断口呈 建议在环链对焊加工时适当降低加热温度、 缩
剪切韧窝状, 说明该链条是拉伸过程中受剪切应力 短焊接时间、 增加顶锻量等以提高环链的质量。
或撕裂应力导致的断裂。 参考文献:
不合格环链均断在接头焊缝区, 焊缝区显微组
织主要为粗大条块状铁素体, 母材显微组织为回火 [ 1 ] 李浩.T ( 8 ) 级起重用短环链编链与焊链技术研究
马氏体; 焊缝区硬度远低于母材的。焊缝区的粗大 [ D ] . 保定: 河北农业大学, 2015.
条块状铁素体组织的塑性较好但强度较低, 因此焊 [ 2 ] 王晓兰, 余超, 陆旭霞, 等. 钢坯吊运用20Mn2链条断
缝区的硬度远低于母材的, 拉伸破断试验时焊缝区 裂失效分析[ J ] . 河北冶金, 2018 ( 9 ): 35-37.
[ 3 ] 权淑丽, 李霞.20Mn2制链用钢电阻对焊失效原因分
容易产生微裂纹, 加载过程中裂纹扩展, 导致环链断
析[ J ] . 浙江冶金, 2013 ( 4 ): 29-31.
裂 [ 3 ] 。
[ 4 ] 王增利. 宣钢20Mn2钢环链失效分析[ J ] . 中国金属
焊缝区大量粗大条块状铁素体的产生可能与焊
通报, 2017 ( 7 ): 85-85.
接温度过高或焊接时间较长等因素有关。环链电阻
[ 5 ] 肖春盛, 郭江丽. 电阻对焊研究[ J ] . 山西煤炭, 1995
对焊过程中, 操作失误或焊接参数设置不当时可能 ( 3 ): 50-51.
会引起两侧焊接面加热温度过高, 导致焊接面氧化 [ 6 ] 唐利. 汽车环形钢丝零件电阻对焊后裂纹产生原因分
及严重脱碳, 从而在焊接面产生大量粗大条块状铁 析及改进措施[ J ] . 理化检验( 物理分册), 2010 , 46
素体及氧化物夹杂; 焊接时间过长时, 会导致焊接面 ( 11 ): 739-742.
欢 迎 订 阅 欢 迎 赐 稿 欢 迎 刊 登 广 告 和 信 息
8 0