
Page 27 - 理化检验-物理分册2021年第四期
P. 27
黄 星, 等: GB / T228.1-2010 中试验速率控制的实践与思考
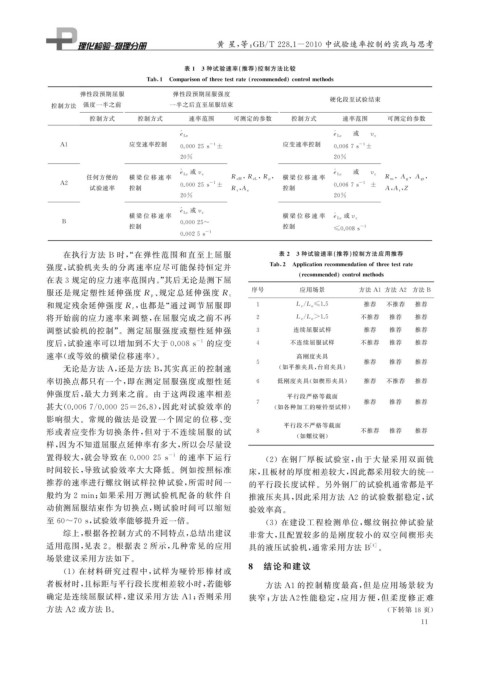
表 1 3 种试验速率( 推荐) 控制方法比较
Tab 1 Com p arisonofthreetestrate recommended controlmethods
弹性段预期屈服 弹性段预期屈服强度
硬化段至试验结束
控制方法 强度一半之前 一半之后直至屈服结束
控制方式 控制方式 速率范围 可测定的参数 控制方式 速率范围 可测定的参数
̇ ̇ 或
e Le e Lc v c
-1
A1 应变速率控制 0.00025s -1 ± 应变速率控制 0.0067s ±
20% 20%
̇ ̇ 或
e Lc 或v c e Lc v c
任何方便的 横 梁 位 移 速 率 R eH R eL R p , 横 梁 位 移 速 率 R m , A g A g t ,
,
,
,
A2 0.00025s -1 ± 0.0067s -1 ±
试验速率 控制 R t A e 控制 A , A t Z
,
,
20% 20%
̇
e Lc 或v c
横 梁 位 移 速 率 横 梁 位 移 速 率 ̇
e Lc 或v c
B 0.00025~
控制 控制 -1
≤0.008s
-1
0.0025s
在执行方法 B 时,“ 在弹性范围和直至上屈服 表 2 3 种试验速率( 推荐) 控制方法应用推荐
强度, 试验机夹头的分离速率应尽可能保持恒定并 Tab 2 A pp licationrecommendationofthreetestrate
recommended controlmethods
在表 3 规定的应力速率范围内。” 其后无论是测下屈
序号 应用场景 方法 A1 方法 A2 方法 B
服还是规定塑性延伸强度 R p 、 规定总延伸强度 R t
, 也都是“ 通过调节屈服即 1 L c L e ≤1.5 推荐 不推荐 推荐
/
和规定残余延伸强度 R r
将开始前的应力速率来调整, 在屈服完成之前不再 2 L c L e >1.5 不推荐 推荐 推荐
/
调整试验机的控制”。测定屈服强度或塑性延伸强 3 连续屈服试样 推荐 推荐 推荐
-1 的应变 不连续屈服试样 不推荐 推荐 推荐
度后, 试验速率可以增加到不大于0.008s 4
速率( 或等效的横梁位移速率)。 高刚度夹具
5 推荐 推荐 推荐
无论是方法 A , 还是方法 B , 其实真正的控制速 ( 如平推夹具, 台肩夹具)
率切换点都只有一个, 即在测定屈服强度或塑性延 6 低刚度夹具( 如楔形夹具) 推荐 不推荐 推荐
伸强度后, 最大力到来之前。由于这两段速率相差 平行段严格等截面
甚大( 0.0067 / 0.00025=26.8 ), 因此对试验效率的 7 ( 如各种加工的哑铃型试样) 推荐 推荐 推荐
影响很大。常规的做法是设置一个固定的位移、 变
平行段不严格等截面
形或者应变作为切换条件, 但对于不连续屈服的试 8 不推荐 推荐 推荐
( 如螺纹钢)
样, 因为不知道屈服点延伸率有多大, 所以会尽量设
-1 的速率下运行
置得较大, 就会导致在 0.00025s ( 2 )在钢厂厚板试验室, 由于大量采用双面铣
时间较长, 导致试验效率大大降低。例如按照标准 床, 且板材的厚度相差较大, 因此都采用较大的统一
推荐的速率进行螺纹钢试样拉伸试验, 所需时间一 的平行段长度试样。另外钢厂的试验机通常都是平
般约为 2min ; 如果采用万测试验机配备的软件自 推液压夹具, 因此采用方法 A2 的试验数据稳定, 试
动侦测屈服结束作为切换点, 则试验时间可以缩短 验效率高。
至 60~70s , 试验效率能够提升近一倍。 ( 3 )在建设工程检测单位, 螺纹钢拉伸试验量
综上, 根据各控制方式的不同特点, 总结出建议 非常大, 且配置较多的是刚度较小的双空间楔形夹
适用范围, 见表 2 。根据表 2 所示, 几种常见的应用 具的液压试验机, 通常采用方法 B 。
[ 4 ]
场景建议采用方法如下。
8 结论和建议
( 1 )在材料研究过程中, 试样为哑铃形棒材或
者板材时, 且标距与平行段长度相差较小时, 若能够 方法 A1 的控制精度最高, 但是应用场景较为
确定是连续屈服试样, 建议采用方法 A1 ; 否则采用 狭窄; 方法A2 性能稳定, 应用方便, 但柔度修正难
方法 A2 或方法 B 。 ( 下转第 18 页)
1 1