
Page 52 - 理化检验-物理分册2021年第一期
P. 52
张先锋, 等: 影响铝合金弹性模量测量精度的因素
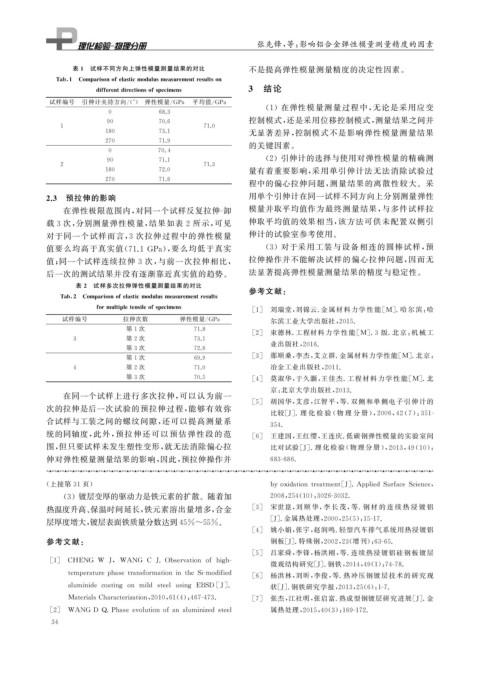
表 1 试样不同方向上弹性模量测量结果的对比 不是提高弹性模量测量精度的决定性因素。
Tab 1 Com p arisonofelasticmodulusmeasurementresultson
3 结论
differentdirectionsofs p ecimens
试样编号 引伸计夹持方向 /( ° ) 弹性模量 / GPa 平均值 / GPa
( 1 )在弹性模量测量过程中, 无论是采用应变
0 68.3
控制模式, 还是采用位移控制模式, 测量结果之间并
90 70.6
1 71.0
180 73.1 无显著差异, 控制模式不是影响弹性模量测量结果
270 71.9
的关键因素。
0 70.4
( 2 )引伸计的选择与使用对弹性模量的精确测
90 71.1
2 71.3
180 72.0 量有着重要影响, 采用单引伸计法无法消除试验过
270 71.6
程中的偏心拉伸问题, 测量结果的离散性较大。采
2.3 预拉伸的影响 用单个引伸计在同一试样不同方向上分别测量弹性
在弹性极限范围内, 对同一个试样反复拉伸 - 卸 模量并取平均值作为最终测量结果, 与多件试样拉
载 3 次, 分别测量弹性模量, 结果如表 2 所示, 可见 伸取平均值的效果相当, 该方法可供未配置双侧引
对于同一个试样而言, 3 次拉伸过程中的弹性模量 伸计的试验室参考使用。
值要么均高于真实值( 71.1GPa ), 要么均低于真实 ( 3 )对于采用工装与设备相连的圆棒试样, 预
拉伸操作并不能解决试样的偏心拉伸问题, 因而无
值; 同一个试样连续拉伸 3 次, 与前一次拉伸相比,
后一次的测试结果并没有逐渐靠近真实值的趋势。 法显著提高弹性模量测量结果的精度与稳定性。
表 2 试样多次拉伸弹性模量测量结果的对比
参考文献:
Tab 2 Com p arisonofelasticmodulusmeasurementresults
formulti p letensileofs p ecimens [ 1 ] 刘瑞堂, 刘锦云 . 金属材料力 学 性 能[ M ] . 哈 尔 滨: 哈
试样编号 拉伸次数 弹性模量 / GPa
尔滨工业大学出版社, 2015.
第 1 次 71.8
[ 2 ] 束德林 . 工程材料 力 学 性 能 [ M ] .3 版 . 北 京: 机 械 工
3 第 2 次 73.1
第 3 次 72.6 业出版社, 2016.
第 1 次 69.9 [ 3 ] 那顺桑, 李杰, 艾立群 . 金属材料力学性能[ M ] . 北京:
第 2 次
4 71.0 冶金工业出版社, 2011.
第 3 次 70.5 [ 4 ] 莫淑华, 于久灏, 王佳杰 . 工程 材 料 力 学 性 能[ M ] . 北
京: 北京大学出版社, 2013.
在同一个试样上进行多次拉伸, 可以认为前一
[ 5 ] 胡国华, 艾彦, 江智平, 等 . 双侧和单侧电子引 伸 计 的
次的拉伸是后一次试验的预拉伸过程, 能够有效弥
比较[ J ] . 理 化 检 验 ( 物 理 分 册 ), 2006 , 42 ( 7 ): 351-
合试样与工装之间的螺纹间隙, 还可以提高测量系
354.
统的同轴度, 此外, 预拉伸还可以预估弹性段 的范 [ 6 ] 王建国, 王红缨, 王连庆 . 低碳钢弹性模量的实验室间
围, 但只要试样未发生塑性变形, 就无法消除偏心拉 比对试验[ J ] . 理 化 检 验 ( 物 理 分 册), 2013 , 49 ( 10 ):
伸对弹性模量测量结果的影响, 因此, 预拉伸操作并 683-686.
( 上接第 31 页) b yoxidationtreatment [ J ] .A pp liedSurfaceScience ,
( 3 )镀层变厚的驱动力是铁元素的扩散。随着加 2008 , 254 ( 10 ): 3026-3032.
热温度升高、 保温时间延长, 铁元素溶出量增多, 合金 [ 3 ] 宋世崑, 刘 顺 华, 李 长 茂, 等 . 钢 材 的 连 续 热 浸 镀 铝
[ J ] . 金属热处理, 2000 , 25 ( 5 ): 15-17.
层厚度增大, 镀层表面铁质量分数达到45%~55% 。
[ 4 ] 姚小娟, 张宇, 赵润鸣 . 轻型汽车排气系统用热浸镀铝
参考文献: 钢板[ J ] . 特殊钢, 2002 , 23 ( 增刊): 63-65.
[ 5 ] 吕家舜, 李锋, 杨洪刚, 等 . 连续热浸镀铝硅钢 板 镀 层
[ 1 ] CHENG W J , WANG C J.Observation ofhi g h-
微观结构研究[ J ] . 钢铁, 2014 , 49 ( 1 ): 74-78.
tem p eraturep hasetransformationintheSi-modified [ 6 ] 杨洪林, 刘昕, 李俊, 等 . 热冲压钢镀层技术的 研 究 现
aluminidecoatin g on mild steelusin g EBSD [ J ] . 状[ J ] . 钢铁研究学报, 2013 , 25 ( 6 ): 1-7.
MaterialsCharacterization , 2010 , 61 ( 4 ): 467-473. [ 7 ] 张杰, 江社明, 张启富 . 热成型钢镀层研究进展[ J ] . 金
[ 2 ] WANGD Q.Phaseevolutionofanaluminizedsteel 属热处理, 2015 , 40 ( 3 ): 169-172.
3 4