
Page 47 - 理化检验-物理分册2019年第二期
P. 47
张 艳, 等: 不锈钢硫酸 G 硫酸铜晶间腐蚀试验国内外标准对比解析
程中铜屑与不锈钢接触, 不锈钢试样的电位与铜的
电位相同, 约为 +0.3V , 在此电位下, 贫铬区更容易
被硫酸 G 硫酸铜腐蚀, 晶间腐蚀的穿透速度增大, 因
此可以大大缩短试验时间 [ 13 ] .目前只有 RCCGM 还
保留采用不加铜屑的硫酸 G 硫酸铜晶间腐蚀试验, 试
验时间为 72h , 当然 RCCGM 并非不允许加入铜屑,
加入铜屑后试验时间缩短为 24h ; 其他标准目前基
本都采用添加铜屑的铜 G 硫酸 G 硫酸铜溶液.奥氏体
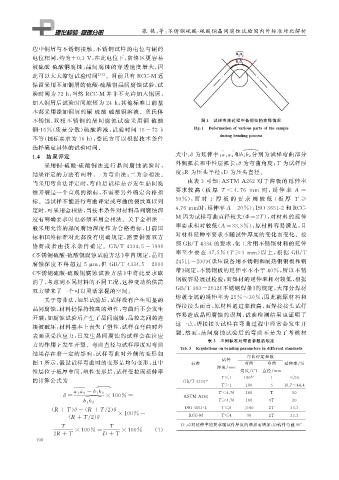
不锈钢、 双 相 不 锈 钢 的 晶 间 腐 蚀 试 验 采 用 铜 G 硫 酸 图 1 试样弯曲过程中各部位的变形情况
Fi g 敭1 Deformationofvarious p artsofthesam p le
铜 G16% ( 质量分数) 硫酸溶液, 试验时间 15~72h
不等( 国标要求为 16h ), 委托方可以根据技术条件 durin gbendin gp rocess
选择确定具体的试验时间.
︵
1.4 结果评定 式中: δ 为延伸率; a 1 a 2 和 b 1 b 2 分别为试样弯曲部分
外侧弧长和中性层弧长; θ 为弯曲角度; T 为试样厚
采用铜 G 硫酸 G 硫酸铜法进行 晶间腐蚀试验时,
结果评定的方法有两种: 一为弯曲法; 二为金相法. 度; R 为压头半径; D 为压头直径.
当采用弯曲法评定时, 弯曲后试样是否发生晶间腐 由表 3 可知: ASTM A262 对于薄板的延伸率
蚀开裂是一个直观的指标, 不需要另外确定合格指 要求较 高 ( 板 厚 T <4.76 mm 时, 延 伸 率 A =
标.当试样不能进行弯曲评定或弯曲的裂纹难以判 50% ), 而 对 于 厚 板 的 要 求 则 较 低 ( 板 厚 T ≥
定时, 可采用金相法, 当技术条件对材料晶间腐蚀深 4.76mm时, 延伸率 A=20% ); ISO3651G2 和 RCCG
度有明确要求时也必须采用金相法.关于金相法一 M 因为试样弯曲直径较大( Φ=2T ), 对材料的延伸
般采用允许的晶间腐蚀深度作为合格指标, 目前国 率要求相对较低( A=33.3% ), 原材料容易满足, 且
对材料延伸率要求不随试件厚度的变化而变化.按
标和国外标准对此都没有明确规定, 需要供需双方
照 GB / T4334 的要求, 化工常用不锈钢材料的延伸
协商 或 者 由 技 术 条 件 确 定. GB / T4334.5-1990
« 不锈钢硫酸 G 硫酸铜腐蚀试验方法» 中曾规定, 晶间 率至少 要 在 37.5% ( T ≥3 mm ) 以 上, 根 据 GB / T
24511-2009 « 承压设备用不锈钢和耐热钢钢板和钢
腐蚀深度不得 超 过 5 mm , 但 GB / T4334.5-2000
带» 规定, 不锈钢板的延伸率不小于 40% , 所以不锈
« 不锈钢硫酸 G 硫酸铜腐蚀试验方法» 中将此要求取
钢板容易通过检验; 而焊材的延伸率相对较低, 根据
消了, 考虑到不同材料的不同工况, 这种变动给供需
GB / T983-2012 « 不锈钢焊条» 的规定, 大部分焊材
双方带来了一个可以灵活掌握的空间.
熔敷金属的延伸率为 25%~30% ; 因此就原材料和
关于弯曲法, 如果试验后, 试样没有产生明显的
焊接接头而言, 原材料通过率较高, 而焊接接头试样
晶间腐蚀, 材料仍保持较高的塑性, 弯曲后不会发生
容易造成晶间腐蚀的误判, 试验检测结果也证明了
开裂; 如腐蚀试验后产生了晶间腐蚀, 晶粒之间的连
这一点, 焊接接头试样在弯曲过程中经常会发生开
接被破坏, 材料基本上丧失了塑性, 试样在弯曲时外
裂. 然而, 晶间腐蚀试验后的弯曲不是为了考核材
表面承受拉应力, 已发生晶间腐蚀的试样会在拉应
表 3 不同标准对弯曲参数的规定
力的作用下发生开裂.弯曲直径与试样厚度对弯曲
Tab敭3 Re g ulationsonbendin gp arametersindifferentstandards
结果存在着一定的影响, 试样弯曲时外侧的变形如
试件 弯曲评定参数
图 1 所示, 假设试样弯曲时的变形是均匀变形, 且中 标准 弯曲 弯曲 延伸率 / %
厚度 / mm
性层位于板厚中间, 塑性变形后, 试样受拉面延伸率 角度 /( ° ) 直径 / mm
b ) 1 ≤50
T≤1
180
的计算公式为 GB / T4334 a )
T>1 180 5 16.7~44.4
︵
a 1 a 2 - b 1 b 2 T<4.76 180 T 50
δ= ︵ ×100% = ASTM A262
T≥4.76 180 4T 20
b 1 b 2
(
( R +T ) θ- R +T / 2 ) θ ISO3651G2 T≤6 ≥90 2T 33.3
×100% =
( R +T / 2 ) θ RCCGM T≤4 90 2T 33.3
T T ( 1 ) 注: a ) 对延伸率的要求随试件厚度的增加而增加; b ) 铸件弯曲90°
2R +T ×100% = D +T ×100%
1 0 6