
Page 39 - 2017物理第四期
P. 39
李柏涛, 等: 高速电弧喷涂 FeGCrGBGCGAl涂层的组织结构及其高温腐蚀行为
层, 被用到锅炉管道腐蚀的防护技术中, 但是由于制 产物能谱( EDS ) 分析, 探讨涂层的高温腐蚀机理.
作成本极高, 该涂层没有得到广泛应用 [ 16 ] .马世宁
等 [ 17 ] 研制出了高速电弧喷涂 SL30+ 高温封孔剂体 2 试验结果与讨论
系的涂层, 起到了很好的防腐蚀效果, 并证实该涂层 2.1 涂层的组织结构和力学性能
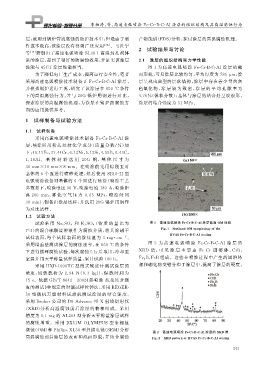
性能与 45CT 涂层性能相当. 图 1 为高速电弧喷涂 FeGCrGBGCGAl涂层的截
为了降低电厂生产成本, 提高运行安全性, 笔者 面形貌, 可见涂层比较均匀, 平均厚度为 785 μ m ; 涂
采用高速电弧喷涂技术制备了 FeGCrGBGCGAl涂层, 层呈现出典型的层状结构, 涂层中存在着少量的灰
并模拟锅炉运行工况, 研究了该涂层在 650 ℃ 条件 色氧化 物, 涂 层 较 为 致 密, 涂 层 的 平 均 孔 隙 率 为
下的高温腐蚀行为, 并与 20G 锅炉用钢进行对比, 4.76% ( 体积分数); 基体与涂层的结合处呈波浪形,
探索涂层的高温腐蚀机理, 为涂层在锅炉防腐蚀方 涂层的结合强度为 31MPa .
面的应用提供参考.
1 试样制备与试验方法
1.1 试样制备
采用高速电弧喷涂技术制备 FeGCrGBGCGAl涂
层, 喷涂所用粉芯 丝材化学成分 ( 质量分数 / % ) 如
下: 45.17Fe , 37.44Cr , 6.12Ni , 5.13Si , 4.55B , 0.43C ,
1.16Al . 基 体 材 料 选 用 20G 钢,基 体 尺 寸 为
30mm×10mm×8 mm .在喷涂前先用棕刚玉对
基体的 6 个面进行喷砂处理, 然后使用 SB10GH 型
电弧喷涂设备对基体的 6 个面进行喷涂( 喷涂工艺
参数如下: 喷涂电压 36V , 喷涂电流 180A , 喷涂距
离 200 mm , 雾 化 空 气 压 力 0.65 MPa , 喷 涂 时 间
30min ), 制备出涂层试样, 并选用 20G 锅炉用钢作
为对比试样.
1.2 试验方法
试验采 用 Na 2 SO 4 和 K 2 SO 4 物 质 的 量 比 为 图 1 高速电弧喷涂 FeGCrGBGCGAl涂层截面 OM 形貌
(
7∶3 ) 的混合硫酸盐溶液作为腐蚀介质, 将其涂刷于 Fi g 敭1 SectionalOM mor p holo gy ofthe
HVASFeGCrGBGCGAlcoatin g
试样表面, 每个试样表面的涂盐量为 3 m g cm -2 .
采用增重法测试涂层的腐蚀速率, 在 650 ℃ 的条件 图 2 为 高 速 电 弧 喷 涂 FeGCrGBGCGAl 涂 层 的
下进行循环腐蚀试验, 每次腐蚀 5h 后取出, 冷却至 XRD 谱, 可 见 涂 层 主 要 由 FeGCr 固 溶 体、 CrB ,
室温并用天平称量试样质量, 累计试验 100h . Fe 2 B , FeB 组成.这些在喷涂过程中产生的固溶体
采用 HXDG1000TC 型维式硬度计测试涂层的 相和硼化物交错分布于涂层中, 提高了涂层的硬度.
硬度, 加 载 载 荷 为 2.94 N ( 0.3k g f ), 保 载 时 间 为
15s .依据 GB / T8642-2002 « 热喷涂 抗拉结合强
度的测试» 中规定的对偶试样拉伸法, 采用 REGERG
50 型微机万能材料试验机测试涂层 的结合强 度.
采用 Bruker公司的 D8Advance 型 X 射线衍射仪
( XRD ) 分析高温腐蚀前后涂层的物相组成.采用
精度为 0.1m g 的 AL204 型分析天平称量涂层试样
的腐蚀 增 重.采 用 BX51M OLYMPUS 型 金 相 显
微镜( OM ) 和 Phili p sXL30 型扫描电镜( SEM ) 分析
图 2 高速电弧喷涂 FeGCrGBGCGAl涂层的 XRD 谱
高温腐蚀前后涂层的表面和截面形貌, 并结合腐蚀 Fi g 敭2 XRDp atternofHVASFeGCrGBGCGAlcoatin g
2 4 1