
Page 18 - 理化检验-物理分册2024年第十二期
P. 18
蔡 亮,等:某特种密封箱端盖固定件撕脱原因和优化改进
作人员的安全。笔者对固定件撕脱机制、铺层层数
进行研究,对连接孔分布进行仿真分析,进一步提高
了固定件与端盖的黏接强度,并提出了改进措施,以
防止该类问题再次发生。
由于目前端盖所属特种密封箱系统要求轻质化,
因此需要采用比强度较高的材料成型端盖固定件。
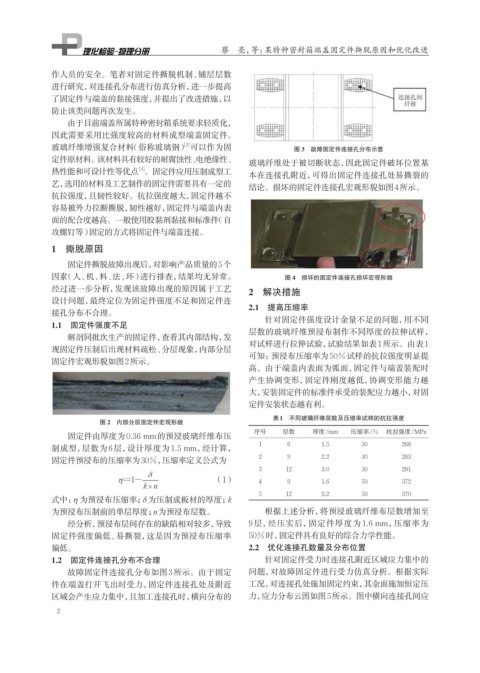
玻璃纤维增强复合材料(俗称玻璃钢) 可以作为固 图 3 故障固定件连接孔分布示意
[3]
定件原材料。该材料具有较好的耐腐蚀性、电绝缘性、 玻璃纤维处于被切断状态,因此固定件破坏位置基
热性能和可设计性等优点 。固定件应用压制成型工
[4]
本在连接孔附近,可得出固定件连接孔处易撕裂的
艺,选用的材料及工艺制作的固定件需要具有一定的 结论。损坏的固定件连接孔宏观形貌如图4所示。
抗拉强度,且韧性较好。抗拉强度越大,固定件越不
容易被外力拉断撕脱,韧性越好,固定件与端盖内表
面的配合度越高。一般使用胶黏剂黏接和标准件(自
攻螺钉等)固定的方式将固定件与端盖连接。
1 撕脱原因
固定件撕脱故障出现后,对影响产品质量的5个
因素(人、机、料、法、环)进行排查,结果均无异常。 图 4 损坏的固定件连接孔损坏宏观形貌
经过进一步分析,发现该故障出现的原因属于工艺 2 解决措施
设计问题,最终定位为固定件强度不足和固定件连
2.1 提高压缩率
接孔分布不合理。
针对固定件强度设计余量不足的问题,用不同
1.1 固定件强度不足
层数的玻璃纤维预浸布制作不同厚度的拉伸试样,
解剖同批次生产的固定件,查看其内部结构,发
对试样进行拉伸试验,试验结果如表1所示。由表1
现固定件压制后出现材料疏松、分层现象,内部分层
可知:预浸布压缩率为50%试样的抗拉强度明显提
固定件宏观形貌如图2所示。
高。由于端盖内表面为弧面,固定件与端盖装配时
产生协调变形,固定件刚度越低,协调变形能力越
大,安装固定件的标准件承受的装配应力越小,对固
定件安装状态越有利。
表1 不同玻璃纤维层数及压缩率试样的抗拉强度
图 2 内部分层固定件宏观形貌
序号 层数 厚度/mm 压缩率/% 抗拉强度/MPa
固定件由厚度为0.36 mm的预浸玻璃纤维布压
制成型,层数为6层,设计厚度为1.5 mm,经计算, 1 6 1.5 30 268
固定件预浸布的压缩率为30%,压缩率定义公式为 2 9 2.2 30 283
δ 3 12 3.0 30 281
η=1- (1) 4 9 1.6 50 372
kn
×
式中: η 为预浸布压缩率;δ 为压制成板材的厚度;k 5 12 2.2 50 370
为预浸布压制前的单层厚度;n为预浸布层数。 根据上述分析,将预浸玻璃纤维布层数增加至
经分析,预浸布层间存在的缺陷相对较多,导致 9 层,经压实后,固定件厚度为 1.6 mm,压缩率为
固定件强度偏低、易撕裂,这是因为预浸布压缩率 50%时,固定件具有良好的综合力学性能。
偏低。 2.2 优化连接孔数量及分布位置
1.2 固定件连接孔分布不合理 针对固定件受力时连接孔附近区域应力集中的
故障固定件连接孔分布如图3所示。由于固定 问题,对故障固定件进行受力仿真分析。根据实际
件在端盖打开飞出时受力,固定件连接孔处及附近 工况,对连接孔处施加固定约束,其余面施加恒定压
区域会产生应力集中,且加工连接孔时,横向分布的 力,应力分布云图如图5所示。图中横向连接孔间应
2