
Page 68 - 理化检验-物理分册2024年第四期
P. 68
陈 猛, 等: H13钢模具冲头早期断裂原因
对 H13钢产品硬度的影响较大, 取该冲头的剩余试 至 60s , 冲头的温度最高升至 680 ℃ , 并且在距
样进行热处理试验, 加热到试验温度, 保温30min , 离冲头端部约 50 mm 位置, 心部温度和外表层
再分别取样, 对试样进行洛氏硬度测试, 回火温度对 温度基本一致, 其他位置的温度略低; 冲头在接
H13钢硬度的影响如图 7 所示。当加热温度超过 头内部的时间延长至 120s , 冲头的整体温度升
550℃ 后, 其硬度急剧下降, 当温度升高至 750℃ 高至 714 ℃ 。
时, 其硬度只有23HRC 。
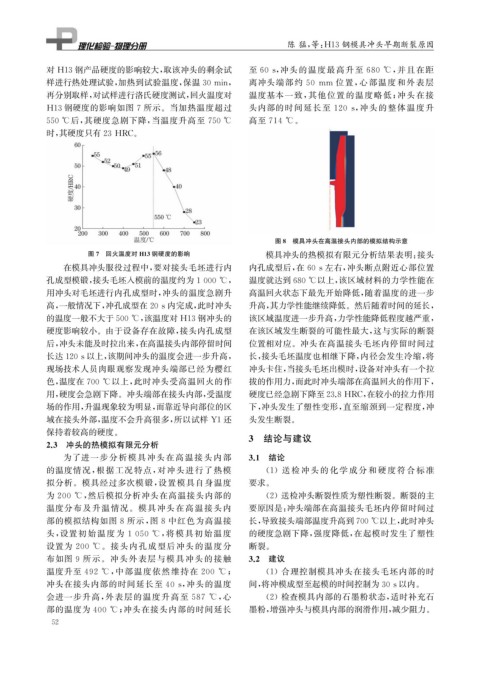
图8 模具冲头在高温接头内部的模拟结构示意
图7 回火温度对 H13钢硬度的影响 模具冲头的热模拟有限元分析结果表明: 接头
在模具冲头服役过程中, 要对接头毛坯进行内 内孔成型后, 在 60s左右, 冲头断点附近心部位置
孔成型模锻, 接头毛坯入模前的温度约为1000℃ , 温度就达到680℃以上, 该区域材料的力学性能在
用冲头对毛坯进行内孔成型时, 冲头的温度急剧升 高温回火状态下最先开始降低, 随着温度的进一步
高, 一般情况下, 冲孔成型在20s内完成, 此时冲头 升高, 其力学性能继续降低。然后随着时间的延长,
的温度一般不大于500℃ , 该温度对 H13钢冲头的 该区域温度进一步升高, 力学性能降低程度越严重,
硬度影响较小。由于设备存在故障, 接头内孔成型 在该区域发生断裂的可能性最大, 这与实际的断裂
后, 冲头未能及时拉出来, 在高温接头内部停留时间 位置相对应。冲头在高温接头毛坯内停留时间过
长达120s以上, 该期间冲头的温度会进一步升高, 长, 接头毛坯温度也相继下降, 内径会发生冷缩, 将
现场技术人员肉眼观察发现冲头端部已经为樱红 冲头卡住, 当接头毛坯出模时, 设备对冲头有一个拉
色, 温度在700 ℃ 以上, 此时冲头受高温回火的作 拔的作用力, 而此时冲头端部在高温回火的作用下,
用, 硬度会急剧下降。冲头端部在接头内部, 受温度 硬度已经急剧下降至23.8HRC , 在较小的拉力作用
场的作用, 升温现象较为明显, 而靠近导向部位的区 下, 冲头发生了塑性变形, 直至缩颈到一定程度, 冲
域在接头外部, 温度不会升高很多, 所以试样 Y1还 头发生断裂。
保持着较高的硬度。 3 结论与建议
2.3 冲头的热模拟有限元分析
为了进一步分析模具冲头在高 温 接 头 内 部 3.1 结论
的温度情况, 根据工况特点, 对冲头进行了热模 ( 1 )送 检 冲 头 的 化 学 成 分 和 硬 度 符 合 标 准
拟分析。模具经过多次模锻, 设置模具自身温度 要求。
为 200 ℃ , 然后模拟分析冲头在高温接头内部的 ( 2 )送检冲头断裂性质为塑性断裂。断裂的主
温度分布及升温情况。模具冲头在高温接头内 要原因是: 冲头端部在高温接头毛坯内停留时间过
部的模拟结构如图 8 所示, 图 8 中红色为高温接 长, 导致接头端部温度升高到700℃以上, 此时冲头
头, 设置初始温度为 1050 ℃ , 将模具初始 温 度 的硬度急剧下降, 强度降低, 在起模时发生了塑性
设置为 200 ℃ 。接头内孔成型后冲头的温度分 断裂。
布如图 9 所示。冲头外表层与模具冲头的接触 3.2 建议
温度升至 492 ℃ , 中部温度依然维持在 200 ℃ ; ( 1 )合理控制模具冲头在接头毛坯内部的时
冲头在接头内部的时间延长至 40s , 冲头的温度 间, 将冲模成型至起模的时间控制为30s以内。
会进一步升高, 外表层的温度升高至 587 ℃ , 心 ( 2 )检查模具内部的石墨粉状态, 适时补充石
部的温度为 400 ℃ ; 冲头在接头内部的时间延长 墨粉, 增强冲头与模具内部的润滑作用, 减少阻力。
5 2