
Page 26 - 理化检验-物理分册2023年第九期
P. 26
夏培培, 等: 管线钢环焊缝的侧膨胀值测定方法
夏比冲击试验可以用来确定材料的韧 - 脆转变 致性, 并得到了环焊缝韧 - 脆转变温度对应的侧膨
温度, 该温度决定了材料的低温性能, 是衡量材料 胀值。
韧 - 脆性转变倾向的重要指标 [ 5 ] , 一般将冲击吸收能
量低至正常值的 50%~60% 时的温度作为材料的 1 试验过程及方法
韧 - 脆转变温度, 或将试样纤维状断口面积占断口总 1.1 测量侧膨胀值的方法
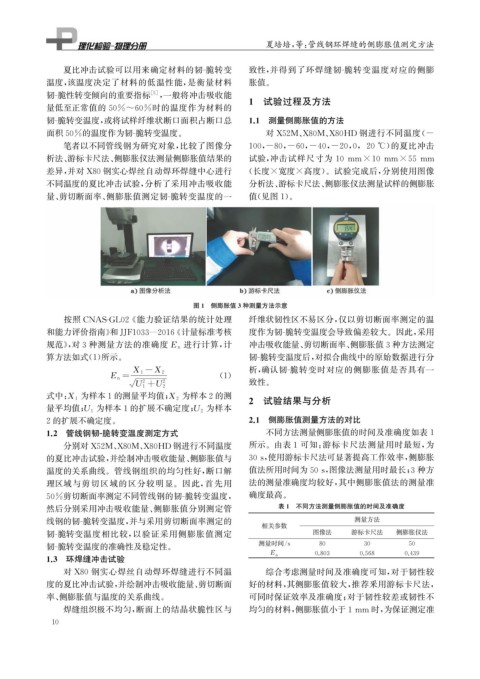
面积50%的温度作为韧 - 脆转变温度。 对 X52M 、 X80M 、 X80HD 钢进行不同温度( -
笔者以不同管线钢为研究对象, 比较了图像分 100 , -80 , -60 , -40 , -20 , 0 , 20℃ ) 的夏比冲击
析法、 游标卡尺法、 侧膨胀仪法测量侧膨胀值结果的 试验, 冲击试样尺寸为 10mm×10 mm×55 mm
差异, 并对 X80钢实心焊丝自动焊环焊缝中心进行 ( 长度×宽度×高度)。试验完成后, 分别使用图像
不同温度的夏比冲击试验, 分析了采用冲击吸收能 分析法、 游标卡尺法、 侧膨胀仪法测量试样的侧膨胀
量、 剪切断面率、 侧膨胀值测定韧 - 脆转变温度的一 值( 见图1 )。
图1 侧膨胀值3种测量方法示意
按照 CNAS-GL02 《 能力验证结果的统计处理 纤维状韧性区不易区分, 仅以剪切断面率测定的温
和能力评价指南》 和JJF1033 — 2016 《 计量标准考核 度作为韧 - 脆转变温度会导致偏差较大。因此, 采用
进行计算, 计 冲击吸收能量、 剪切断面率、 侧膨胀值3种方法测定
规范》, 对3种测量方法的准确度 E n
算方法如式( 1 ) 所示。 韧 - 脆转变温度后, 对拟合曲线中的原始数据进行分
析, 确认韧 - 脆转变时对应的侧膨胀值是否具有一
X 1-X 2
E n= ( 1 )
2 2 致性。
U 1+U 2
为样本2的测
式中: X 1 为样本1的测量平均值; X 2 2 试验结果与分析
为样本
量平均值; U 1 为样本1的扩展不确定度; U 2
2的扩展不确定度。 2.1 侧膨胀值测量方法的对比
1.2 管线钢韧 - 脆转变温度测定方式 不同方法测量侧膨胀值的时间及准确度如表1
分别对 X52M 、 X80M 、 X80HD 钢进行不同温度 所示。由表1 可知: 游标卡尺法测量用时最短, 为
的夏比冲击试验, 并绘制冲击吸收能量、 侧膨胀值与 30s , 使用游标卡尺法可显著提高工作效率, 侧膨胀
温度的关系曲线。管线钢组织的均匀性好, 断口解 值法所用时间为50 s , 图像法测量用时最长; 3种方
理区域与剪切区域的区分较明显。因此, 首先用 法的测量准确度均较好, 其中侧膨胀值法的测量准
50%剪切断面率测定不同管线钢的韧 - 脆转变温度, 确度最高。
然后分别采用冲击吸收能量、 侧膨胀值分别测定管 表1 不同方法测量侧膨胀值的时间及准确度
线钢的韧 - 脆转变温度, 并与采用剪切断面率测定的 测量方法
相关参数
韧 - 脆转变温度相比较, 以验证采用侧膨胀值测定 图像法 游标卡尺法 侧膨胀仪法
韧 - 脆转变温度的准确性及稳定性。 测量时间 / s 80 30 50
0.803 0.568 0.439
1.3 环焊缝冲击试验
E n
对 X80 钢实心焊丝自动焊环焊缝进行不同温 综合考虑测量时间及准确度可知, 对于韧性较
度的夏比冲击试验, 并绘制冲击吸收能量、 剪切断面 好的材料, 其侧膨胀值较大, 推荐釆用游标卡尺法,
率、 侧膨胀值与温度的关系曲线。 可同时保证效率及准确度; 对于韧性较差或韧性不
焊缝组织极不均匀, 断面上的结晶状脆性区与 均匀的材料, 侧膨胀值小于1mm 时, 为保证测定准
1 0