
Page 19 - 理化检验-物理分册2023年第九期
P. 19
吴林恩, 等: 不同焊接电流下气体保护药芯焊丝熔敷金属的显微组织及力学性能
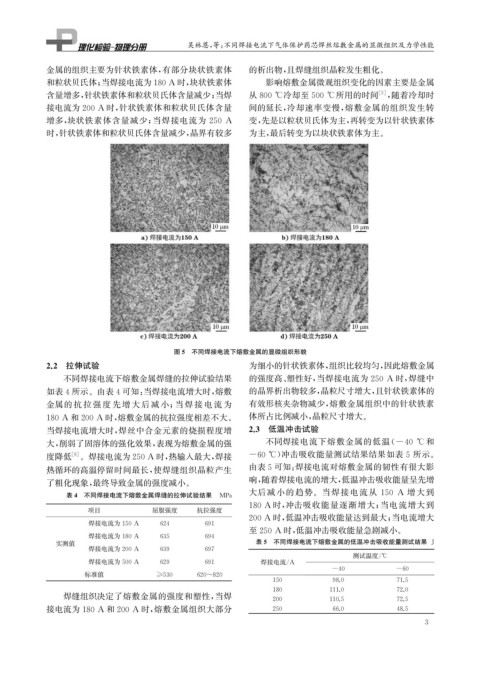
金属的组织主要为针状铁素体, 有部分块状铁素体 的析出物, 且焊缝组织晶粒发生粗化。
和粒状贝氏体; 当焊接电流为180A 时, 块状铁素体 影响熔敷金属微观组织变化的因素主要是金属
含量增多, 针状铁素体和粒状贝氏体含量减少; 当焊 从800℃冷却至500℃所用的时间 [ 5 ] , 随着冷却时
接电流为200A 时, 针状铁素体和粒状贝氏体含量 间的延长, 冷却速率变慢, 熔敷金属的组织发生转
增多, 块状铁素体含量减少; 当焊接电流为 250A 变, 先是以粒状贝氏体为主, 再转变为以针状铁素体
时, 针状铁素体和粒状贝氏体含量减少, 晶界有较多 为主, 最后转变为以块状铁素体为主。
图5 不同焊接电流下熔敷金属的显微组织形貌
2.2 拉伸试验 为细小的针状铁素体, 组织比较均匀, 因此熔敷金属
不同焊接电流下熔敷金属焊缝的拉伸试验结果 的强度高、 塑性好, 当焊接电流为250A 时, 焊缝中
如表4所示。由表4可知: 当焊接电流增大时, 熔敷 的晶界析出物较多, 晶粒尺寸增大, 且针状铁素体的
金属的 抗 拉 强 度 先 增 大 后 减 小; 当 焊 接 电 流 为 有效形核夹杂物减少, 熔敷金属组织中的针状铁素
180A 和200A 时, 熔敷金属的抗拉强度相差不大。 体所占比例减小, 晶粒尺寸增大。
当焊接电流增大时, 焊丝中合金元素的烧损程度增 2.3 低温冲击试验
大, 削弱了固溶体的强化效果, 表现为熔敷金属的强 不同焊接电流下熔敷金属的低温( -40 ℃ 和
度降低 [ 6 ] 。焊接电流为250A 时, 热输入最大, 焊接 -60℃ ) 冲击吸收能量测试结果结果如表 5 所示。
热循环的高温停留时间最长, 使焊缝组织晶粒产生 由表5可知: 焊接电流对熔敷金属的韧性有很大影
响, 随着焊接电流的增大, 低温冲击吸收能量呈先增
了粗化现象, 最终导致金属的强度减小。
大后减小的趋势。当焊接电流从 150 A 增大到
表4 不同焊接电流下熔敷金属焊缝的拉伸试验结果 MPa
180A 时, 冲击吸收能量逐渐增大; 当电流增大到
项目 屈服强度 抗拉强度
200A 时, 低温冲击吸收能量达到最大; 当电流增大
焊接电流为150A 624 691
至250A 时, 低温冲击吸收能量急剧减小。
焊接电流为180A 635 694
实测值 表5 不同焊接电流下熔敷金属的低温冲击吸收能量测试结果 J
焊接电流为200A 639 697
测试温度 / ℃
焊接电流为500A 629 691 焊接电流 / A
-40 -60
标准值 ≥530 620~820
150 98.0 71.5
180 111.0 72.0
焊缝组织决定了熔敷金属的强度和塑性, 当焊 200 110.5 72.5
接电流为180A 和200A 时, 熔敷金属组织大部分 250 66.0 48.5
3