
Page 18 - 理化检验-物理分册2023年第九期
P. 18
吴林恩, 等: 不同焊接电流下气体保护药芯焊丝熔敷金属的显微组织及力学性能
提供理论基础。
1 试验材料及方法
1.1 试验材料
按照 GB / T25774.1 — 2010 《 焊接材料的检验
第1部分: 钢、 镍及镍合金熔敷金属力学性能试样的
制备及检验》 焊接熔敷金属的试验板, 母材材料为
Q235B钢, 试验板厚度为20mm , 在试验板上制备
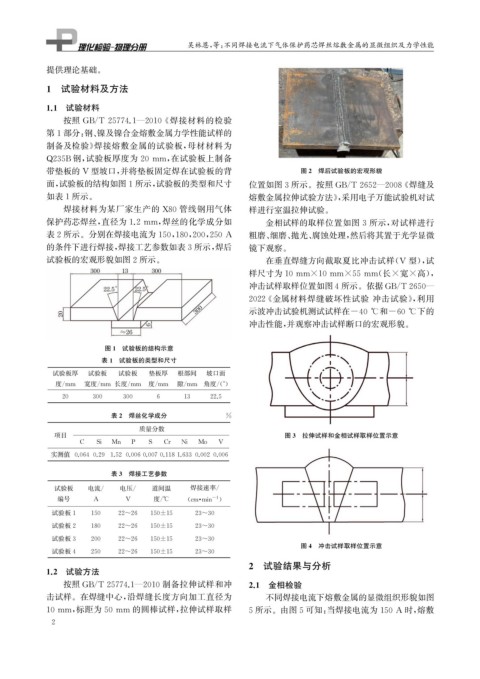
带垫板的 V 型坡口, 并将垫板固定焊在试验板的背 图2 焊后试验板的宏观形貌
面, 试验板的结构如图1所示, 试验板的类型和尺寸 位置如图3所示。按照 GB / T2652 — 2008 《 焊缝及
如表1所示。 熔敷金属拉伸试验方法》, 采用电子万能试验机对试
焊接材料为某厂家生产的 X80 管线钢用气体 样进行室温拉伸试验。
保护药芯焊丝, 直径为1.2mm , 焊丝的化学成分如 金相试样的取样位置如图3所示, 对试样进行
表2所示。分别在焊接电流为150 , 180 , 200 , 250A 粗磨、 细磨、 抛光、 腐蚀处理, 然后将其置于光学显微
的条件下进行焊接, 焊接工艺参数如表3所示, 焊后 镜下观察。
试验板的宏观形貌如图2所示。 在垂直焊缝方向截取夏比冲击试样( V 型), 试
样尺寸为10mm×10mm×55mm ( 长×宽×高),
冲击试样取样位置如图4所示。依据 GB / T2650 —
2022 《 金属材料焊缝破坏性试验 冲击试验》, 利用
示波冲击试验机测试试样在-40℃和-60℃下的
冲击性能, 并观察冲击试样断口的宏观形貌。
图1 试验板的结构示意
表1 试验板的类型和尺寸
试验板厚 试验板 试验板 垫板厚 根部间 坡口面
度 / mm 宽度 / mm 长度 / mm 度 / mm 隙 / mm 角度 /( ° )
20 300 300 6 13 22.5
表2 焊丝化学成分 %
质量分数
项目 图3 拉伸试样和金相试样取样位置示意
C Si Mn P S Cr Ni Mo V
实测值 0.0640.29 1.520.0060.0070.1181.6330.0020.006
表3 焊接工艺参数
试验板 电流 / 电压 / 道间温 焊接速率 /
编号 A V 度 / ℃ ( cm · min )
-1
试验板1 150 22~26 150±15 23~30
试验板2 180 22~26 150±15 23~30
试验板3 200 22~26 150±15 23~30
图4 冲击试样取样位置示意
试验板4 250 22~26 150±15 23~30
2 试验结果与分析
1.2 试验方法
按照 GB / T25774.1 — 2010制备拉伸试样和冲 2.1 金相检验
击试样。在焊缝中心, 沿焊缝长度方向加工直径为 不同焊接电流下熔敷金属的显微组织形貌如图
10mm , 标距为50mm 的圆棒试样, 拉伸试样取样 5所示。由图5可知: 当焊接电流为150A 时, 熔敷
2