
Page 21 - 理化检验-物理分册2023年第三期
P. 21
邢承亮, 等: 冲击试验机刀刃断裂原因及控制方法
击试验方法》 的要求, 对冲击试样进行加工, 冲击试 等, 以及足够的韧性。冷作模具钢一般属于高碳合
样的尺寸如图 2 所示。标准中规定了 2.5 , 5 , 7.5 , 金钢, 其碳元素质量分数大于 0.80% , 最高可达
10mm 的4种不同厚度的冲击试样 [ 1 ] , 随着厚度的 2.0%~2.3% , 铬元素是这类材料的重要合金元素,
增加, 试样的冲击吸收能量不断变大。一般试样都 其质量分数通常不大于 5% , 为了提高材料的耐磨
有加工缺口, 当缺口底部过渡圆弧的半径过大、 开口 性和淬火后变形小的特性, 铬元素的质量分数最高
角度偏大、 缺口深度较小时, 会引起试样的冲击吸收 可达13% 。冷作模具钢中形成了大量的碳化物, 其
能量明显变大, 导致试样的冲击韧性提高, 进而对冲 组织大部分属于过共析钢或莱氏体钢, 因此冷作磨
击刀刃造成损坏。 具钢是加工室温冲击刀刃材料的首选。
加工高温冲击刀刃的材料应具有较高的高温强
度, 良好的热疲劳稳定性、 导热性、 耐腐蚀性、 淬透性
等。热作模具钢属于中碳合金钢, 碳元素的质量分
数为0.30%~0.60% , 属于亚共析钢, 钢中因加入了
较多的合金元素( 如钨、 钼、 钒元素等) 而成为共析或
过共析钢, 因此热作磨具钢是加工高温冲击刀刃材
图2 冲击试样的尺寸示意
料的首选。
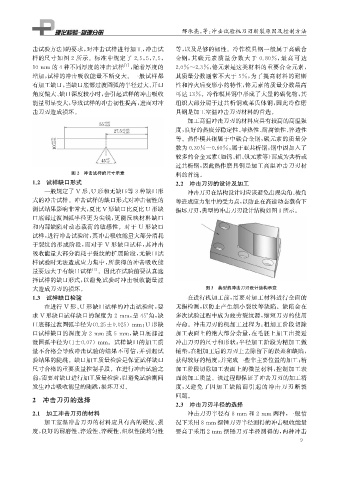
1.2 试样缺口形式 2.2 冲击刀刃的设计及加工
一般规定了 V 形、 U 形和无缺口等3种缺口形 冲击刀刃在结构设计时应该避免出现尖角、 棱角
式的冲击试样。冲击试样的缺口形式对冲击韧性的 等造成应力集中的受力点, 以防止在高速动态载荷下
测试结果影响非常大, 夏比 V 形缺口比夏比 U 形缺 损坏刀刃, 典型的冲击刀刃设计结构如图3所示。
口底部过渡圆弧半径更为尖锐, 更能反映材料缺口
和内部缺陷对动态载荷的敏感性。对于 U 形缺口
试样, 进行冲击试验时, 其冲击吸收能量大部分消耗
于裂纹的形成阶段, 而对于 V 形缺口试样, 其冲击
吸收能量大部分消耗于裂纹的扩展阶段, 无缺口试
样试验时无法造成应力集中, 所获得的冲击吸收能
量要远大于有缺口试样 [ 2 ] 。因此在试验前要认真选
择试样的缺口形式, 以避免试验时冲击吸收能量过
大造成刀刃的损坏。 图3 典型的冲击刀刃设计结构示意
1.3 试样缺口检验 在进行机加工前, 需要对加工材料进行全面的
在进行 V 形、 U 形缺口试样的冲击试验时, 要 无损检测, 以防止产生细小裂纹等缺陷。缺陷会在
求 V 形缺口试样缺口的深度为2mm , 呈45° 角, 缺 多次试验过程中成为疲劳裂纹源, 缩短刀刃的使用
口底部过渡圆弧半径为( 0.25±0.025 ) mm ; U 形缺 寿命。冲击刀刃的机加工过程为: 粗加工阶段切除
口试样缺口的深度为 2mm 或 5mm , 缺口底部过 加工表面上的绝大部分余量, 在毛胚上加工出接近
渡圆弧半径为( 1±0.07 ) mm 。试样缺口的加工质 冲击刀刃的尺寸和形状; 半径加工阶段为精加工做
量不合格会导致冲击试验的结果不可信, 并引起试 铺垫, 在粗加工后的刀刃上去除留下的误差和缺陷,
验结果的陡跳。缺口加工质量检验是保证试样缺口 获得较好的精度, 并完成一些非主要位置的加工; 精
尺寸合格的重要质量控制手段。在进行冲击试验之 加工阶段切除加工表面上的微量材料, 控制加工表
前, 需要对缺口进行加工质量检验, 以避免试验期间 面的加工质量。该过程即保证了冲击刀刃的加工精
发生冲击吸收能量的陡跳, 损坏刀刃。 度, 又避免了因加工缺陷而引起的冲击刀刃断裂
问题。
2 冲击刀刃的选择
2.3 冲击刀刃半径的选择
2.1 加工冲击刀刃的材料 冲击刀刃半径有8mm 和2mm 两种, 一般情
加工室温冲击刀刃的材料应具有高的硬度、 强 况下采用8mm 摆锤刀刃半径测得的冲击吸收能量
度, 良好的耐磨性、 淬透性、 淬硬性、 组织性能均匀性 要高于采用2mm 摆锤刀刃半径测得的, 两种冲击
9