
Page 88 - 理化检验-物理分册2023年第一期
P. 88
梁 良, 等: 电动后桥壳断裂原因
到设计标准要求的 100% 板厚, 且与衬套完全焊成
一体时, 2.5 倍 满 载 工 况 下 焊 缝 处 最 大 应 力 为
100MPa , 焊缝疲劳后备系数为2.46 。可以看出, 当
焊缝熔深达到设计要求的90%板厚时, 理论上能满
足极限工况的要求。当焊缝处有焊接缺陷或焊缝熔
深不达标的情况时, 会在焊缝处出现较大的应力集
中, 因此, 在2.5 倍满载工况下, 后桥壳仍存在早期
疲劳断裂的风险 [ 2-3 ] 。
表1 不同熔深下包壳与套管环焊缝处的应力分析结果
焊缝熔深
分析项目 衬套完全
50% 80% 90% 100%
板厚 板厚 板厚 板厚 焊成一体
单倍满载工况下
111 99 83 46 40
焊缝应力 / MPa
2.5倍满载工况下
276 239 208 116 100
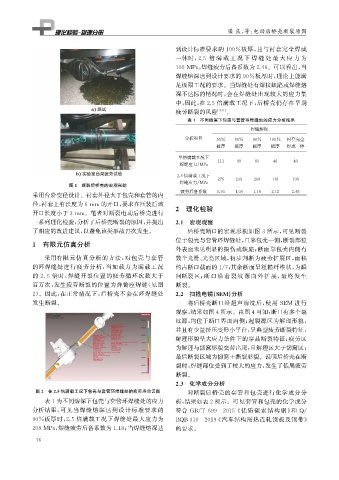
图1 断裂后桥壳的宏观形貌 焊缝应力 / MPa
疲劳后备系数 0.93 1.04 1.18 2.12 2.46
采用台阶变径设计。衬套外径大于包壳和套管的内
径, 衬套上有长度为6mm 的开口, 要求在压装后该
开口长度小于3mm 。笔者对断裂电动后桥壳进行 2 理化检验
一系列理化检验, 分析了后桥壳断裂的原因, 并提出 2.1 宏观观察
了相应的改进建议, 以避免该类事故再次发生。 后桥壳断口的宏观形貌如图3所示, 可见断裂
位于包壳与套管环焊缝处, 且靠包壳一侧, 断裂部位
1 有限元仿真分析
外表面未见明显的损伤或缺陷; 断面靠包壳内侧有
采用有限元仿真分析的方法, 对包壳与套管 数个光滑、 光亮区域, 初步判断为疲劳扩展区, 面积
的环焊缝处进行疲劳分析, 当加载力为满载工况 约占断口截面的1 / 7 ; 其余断面呈粗糙纤维状, 为瞬
的 2.5 倍时, 焊缝开裂位置的疲劳循环次数大于 间断裂区; 断口沿着裂纹源向外扩展, 最终发生
百万次, 发生疲劳断裂的位置为弹簧座焊缝( 见图 断裂。
2 )。因此, 在正常情况下, 后桥壳不会在环焊缝处 2.2 扫描电镜( SEM ) 分析
发生断裂。 将后桥壳断口经超声清洗后, 使用 SEM 进行
观察, 结果如图4所示。由图4可知: 断口有多个裂
纹源, 均位于断口界面内侧; 起裂源区为解理形貌,
并且有少量挤压变形小平台, 呈典型疲劳断裂特征,
解理形貌呈大应力条件下的穿晶断裂特征; 疲劳区
为解理与韧窝形貌交替出现, 且解理区大于韧窝区;
最后断裂区域为韧窝+撕裂形貌。说明后桥壳在断
裂时, 焊缝部位受到了较大的应力, 发生了低周疲劳
断裂。
2.3 化学成分分析
图2 在2.5倍满载工况下包壳与套管环焊缝处的疲劳寿命云图 对断裂后桥壳的套管和包壳进行化学成分分
表1为不同熔深下包壳与套管环焊缝处的应力 析, 结果如表2所示。可见套管和包壳的化学成分
分析结果, 可见当焊缝熔深达到设计标准要求的 符合 GB / T699 — 2015 《 优质碳素结构钢》 和 Q /
90%板厚时, 2.5 倍满载工况下焊缝处最大应力为 BQB310 — 2019 《 汽车结构用热连轧钢板及钢带》
208MPa , 焊缝疲劳后备系数为1.18 ; 当焊缝熔深达 的要求。
7 6