
Page 18 - 理化检验-物理分册2022年第十期
P. 18
杨志权, 等: 热轧成品检验中自动化技术的应用与实践
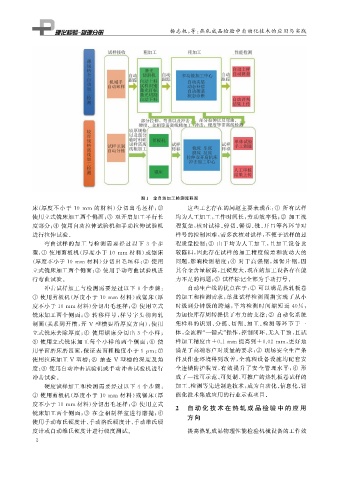
图 1 全自动加工检测流程图
床( 厚度不小于 10 mm 的材料) 分切 出毛坯样; ② 这些工艺存在的问题主要表现在: ① 所有试样
使用立式铣床加工两个侧面; ③ 双开肩加工平行长 均为人工加工, 工作时间长, 劳动效率低; ② 加工流
度部分; ④ 使用自动拉伸试验机和手动拉伸试验机 程复杂, 核对试样、 剪切、 锯切、 铣、 开口等各环节对
进行拉伸试验。 样号的控制困难, 需多次核对试样, 不便于试样的过
弯曲试样的加工与检测需要经过以下 3 个步 程质量控制; ③ 由于均为人工加工, 且加工设备比
骤: ① 使用剪板机( 厚度小于 10 mm 材料) 或锯床 较陈旧, 因此存在试样的加工精度偏差和波动大的
( 厚度不小于 10 mm 材料) 分切出毛坯样; ② 使用 问题, 影响检测精度; ④ 对于高强钢, 如锯片钢, 因
立式铣床加工两个侧面; ③ 使用手动弯曲试验机进 其合金含量较高, 且硬度大, 现在的加工设备存在能
行弯曲试验。 力不足的问题; ⑤ 试样标记全部为手动打号。
冲击试样加工与检测需要经过以下 9 个步骤: 自动生产线的优点在于: ① 可以满足热轧板卷
① 使用剪板机( 厚度小于 10 mm 材料) 或锯床( 厚 的加工和检测需求, 单批试样检测周期实现了从小
度不小于 10mm 材料) 分切出毛坯样; ② 使用立式 时级到分钟级的跨越, 平均检测时间缩短近 40% ,
铣床加工两个侧面; ③ 转移样号, 样号字头朝向轧 为加快库存周转提供了有力的支撑; ② 自动化系统
制面( 关系到开槽, 开 V 型槽要沿厚度方向), 使用 集样料的识别、 分拣、 切割、 加工、 检测等环节于一
立式铣床去除厚度; ④ 使用锯床分切出 3 个小样; 体, 全流程“ 一键式” 操作, 控制闭环、 无人干预, 且试
⑤ 使用立式铣床加工每个小样的两个侧面; ⑥ 使 样加工精度由 ±0.1mm 提高到 ±0.02mm , 更好地
用平面磨床磨四面, 保证表面粗糙度小于 5 μ m ; ⑦ 满足了高端客户对质量的要求; ③ 现场安全生产条
使用拉床加工 V 型槽; ⑧ 抽查 V 型槽的深度及角 件及作业环境得到改善, 全流程设备设施均配套安
度; ⑨ 使用自动冲击试验机或手动冲击试验机进行 全连锁防护装置, 有效提升了安全管理水平; ④ 形
冲击试验。 成了一批可示范、 可复制、 可推广的热轧板卷试样的
硬度试样加工和检测需要经过以下 4 个步骤: 加工、 检测等先进制造技术, 成为自动化、 信息化、 智
① 使用剪板机( 厚度小于 10 mm 材料) 或锯床( 厚 能化技术集成应用的行业示范项目。
度不小于 10mm 材料) 分切出毛坯样; ② 使用立式
2 自 动 化 技 术 在 热 轧 成 品 检 验 中 的 应 用
铣床加工两个侧面; ③ 在金相制样室进行磨抛; ④
方向
使用手动布氏硬度计、 手动洛氏硬度计、 手动维氏硬
度计或自动维氏硬度计进行硬度测试。 提高热轧成品物理性能检验机械设备的工作效
2