
Page 18 - 理化检验-物理分册2022年第七期
P. 18
张五杰, 等: 气体绝缘全封闭组合电器用钨铜合金弧触头接合面连接工艺
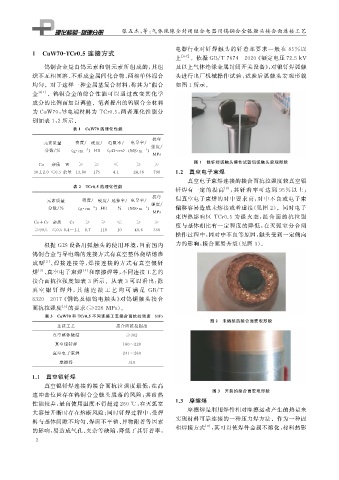
电器行业对钎焊触头的钎着率要求一般在 85% 以
1 CuW70-TCr0.5 连接方式
上 [ 6-7 ] 。依据 GB / T7674 — 2020 《 额定电压72.5kV
钨铜合金是由钨元素和铜元素所组成的, 其组 及以上气体绝缘金属封闭开关设备》, 对银钎焊弧触
织不互相固溶、 不形成金属间化合物、 两相单体混合 头进行出厂机械操作试验, 试验后弧触头宏观形貌
均匀。对于这样一种金属基复合材料, 称其为“ 假合 如图 1 所示。
[ 1 ]
金” 。钨铜合金的综合性能可以通过改变其化学
成分的比例而加以调整。笔者提出的钨铜合金材料
为 CuW70 , 导电端材料为 TCr0.5 , 两者理化性能分
别如表 1 , 2 所示。
表 1 CuW70 的理化性能
抗弯
元素质量 密度 / 硬度 / 电阻率 / 电导率 /
强度 /
分数 / % ( g · cm -3 ) HB ( Ω · cm ) ( MS · m -1 )
μ
MPa
图 1 银钎焊弧触头操作试验后弧触头宏观形貌
Cu 杂质 W ≥ ≥ ≤ ≥ ≥
1.2 真空电子束焊
30±2.0 ≤0.5 余量 13.80 175 4.1 24.36 790
真空电子束焊连接的接合面抗拉强度较真空银
表 2 TCr0.5 的理化性能 [ 8 ]
钎焊有一定的提高 , 其钎着率可达到 95% 以上;
抗弯
元素质量 密度 / 硬度 / 延伸率 / 电导率 / 但真空电子束焊的对中要求高, 对中不良或电子束
强度 /
分数 / % ( g · cm -3 ) HB % ( MS · m -1 ) 偏移容易造成未熔接或者虚接( 见图 2 )。同时电子
MPa
束焊热影响区 TCr0.5 为退火态, 接合面的抗拉强
Cu+Cr 杂质 Cr ≥ ≥ ≤ ≥ ≥
度与基体相比有一定程度的降低, 在灭弧室分合闸
≥99.5 ≤0.50.4~1.1 8.7 110 10 40.6 350
操作过程中, 因对中不良等原因, 触头受到一定侧向
根据 GIS 设备用弧触头的使用环境, 目前国内 力的影响, 接合面易开裂( 见图 3 )。
钨铜合金与导电端的连接方式有真空整体烧结熔渗
成型 [ 2 ] 、 焊接连接等, 焊接连接的方式有真空银钎
焊 [ 3 ] 、 真空电子束焊 [ 4 ] 和摩擦焊等, 不同连接工艺的
接合面抗拉强度如表 3 所示。从表 3 可以看出: 除
真 空 银 钎 焊 外, 其 他 连 接 工 艺 均 可 满 足 GB / T
8320 — 2017 《 铜钨及银钨电触头》 对钨铜触头接合
面抗拉强度 [ 5 ] 的要求( ≥226MPa )。
表 3 CuW70 和 TCr0.5 不同连接工艺接合面抗拉强度 MPa
图 2 未熔接的接合面宏观形貌
连接工艺 接合面抗拉强度
真空整体烧结 ≥302
真空银钎焊 160~220
真空电子束焊 241~260
摩擦焊 310
1.1 真空银钎焊
真空银钎焊连接的接合面抗拉强度最低, 在高
图 3 开裂的接合面宏观形貌
速冲击位置存在钨铜合金触头脱落的风险; 其耐热
性能较差, 最高使用温度不得超过260℃ , 在灭弧室 1.3 摩擦焊
摩擦焊是利用焊件相对摩擦运动产生的热量来
大容量开断时存在熔断风险; 同时钎焊过程中, 受焊
实现材料可靠连接的一种压力焊方法。作为一种固
料与基体间隙不均匀、 焊面不平整、 异物附着等因素
相焊接方式 [ 9 ] , 其可以使焊件金属不熔化, 材料热影
的影响, 易造成气孔、 夹杂等缺陷, 降低了其钎着率,
2