
Page 44 - 理化检验-物理分册2022年第四期
P. 44
徐 亮, 等: 40% 滑石粉填充聚丙烯振动摩擦焊接强度的影响因素
Talc40% 体系焊接性能影响的研究较少。 35MPa , 拉伸速率为50mm / min 。以注塑成型方式制备
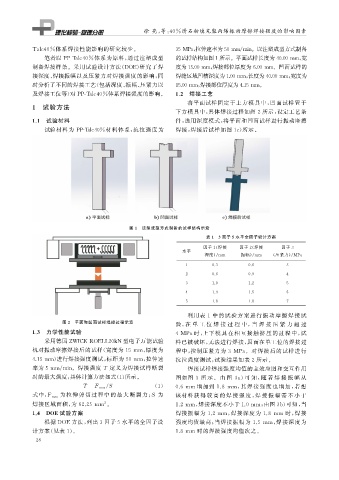
笔者以 PP-Talc40% 体系为原料, 通过注塑成型 的试样结构如图1所示。平面试样长度为40.00mm , 宽
制备焊接样条。采用试验设计方法( DOE ) 研究了焊 度为15.00mm , 焊接部位厚度为6.00mm 。凹面试样的
接深度、 焊接振幅以及压紧力对焊接强度的影响, 同 焊缝区域凹槽深度为1.00mm , 长度为40.00mm , 宽度为
时分析了不同的焊接工艺( 包括深度、 振幅、 压紧力以 15.0mm , 焊接部位厚度为4.5mm 。
1
0
及焊接工位等) 对 PP-Talc40%体系焊接强度的影响。 1.2 焊接工艺
将平面试样固定于上方模具中, 凹面试样置于
1 试验方法
下方模具中, 具体焊接过程如图 2 所示, 设定工艺条
1.1 试验材料 件, 选用深度模式, 将平面和凹面试样进行振动摩擦
试验材料为 PP-Talc40% 材料体系, 抗拉强度为 焊接, 焊接后试样如图 1c ) 所示。
图 1 注塑成型方式制备的试样结构示意
表 1 3 因子 5 水平全因子设计方案
因子 1 ( 焊接 因子 2 ( 焊接 因子 3
水平
深度)/ mm 振幅)/ mm ( 压紧力)/ MPa
1 0.3 0.6 3
2 0.6 0.9 4
3 1.0 1.2 5
4 1.4 1.5 6
5 1.8 1.8 7
利用表 1 中的试验方案进行振动摩擦焊接试
图 2 平面和凹面试样焊接过程示意 验, 在 单 工 位 焊 接 过 程 中, 当 焊 接 压 紧 力 超 过
1.3 力学性能试验 4MPa时, 上下模具在相互接触挤压的过程中, 试
采用德国 ZWICK-ROELL20kN 型电子万能试验 样已被破坏, 无法进行焊接, 因而在单工位的焊接过
机对振动摩擦焊接后的试样( 宽度为 15mm , 厚度为 程中, 控制压紧力为 3 MPa 。对焊接后的试样进行
4.15mm ) 进行焊接强度测试, 标距为 50mm , 拉伸速 抗拉强度测试, 试验结果如表 2 所示。
率为5mm / min 。焊接强度 T 定义为焊接试样断裂 焊接试样焊接强度均值的主效应图和交互作用
时的最大强度, 具体计算方法如式( 1 ) 所示。 图如图 3 所 示。 由 图 3a ) 可 知, 随 着 焊 接 振 幅 从
/
T =F max S ( 1 ) 0.6mm 增加到 1.8 mm , 其焊接强度也增加, 若想
为拉伸剪切过程中的最大断裂力; S 为 该材料获 得 较 高 的 焊 接 强 度, 焊 接 振 幅 需 不 小 于
式中: F max
焊接区域面积, 为 62.25mm 。 1.2mm , 焊接深度不小于1.0mm ; 由图3b ) 可知, 当
2
1.4 DOE 试验方案 焊接振幅为 1.2mm , 焊接深度为 1.8 mm 时, 焊接
根据 DOE 方法, 列出3 因子5 水平的全因子设 强度均值最高; 当焊接振幅为 1.5mm , 焊接深度为
计方案( 见表 1 )。 1.8mm 时的焊接强度均值次之。
2 8