
Page 14 - 理化检验-物理分册2022年第三期
P. 14
王贞涛, 等: 热处理温度对选择性激光熔化 TC4 钛合金板不同成形面组织和性能的影响
( Com p uterAidedDesi g n , CAD ) 模型制造零件的激
光增材制造技术, 为一些制造企业提供了一系列市
场竞争优势, 包括无需模具和工具的近净成形生产、
高的材料利用效率和水平灵活性 [ 4-6 ] 。 SLM 技术中
的激光打印技术具有较高的温度梯度和较快的冷却
速率, 是生产形状复杂的 TC4 钛合金零件最有应用
前景的附加制造技术之一。采用 SLM 技术生产的
TC4 钛合金的典型组织为柱状 β 晶粒、 超细非平衡
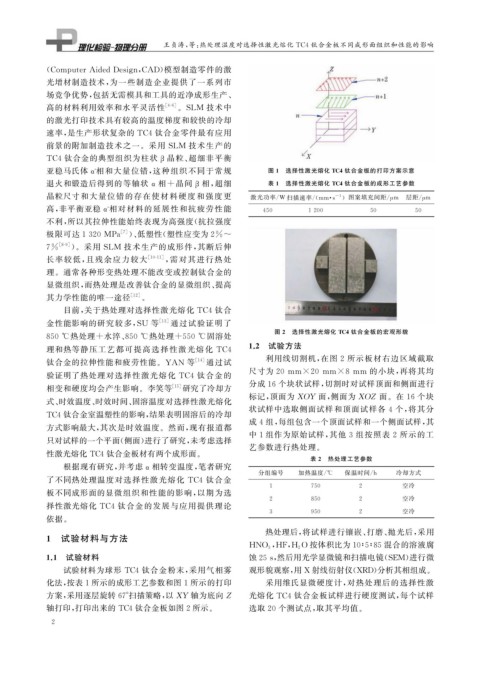
亚稳马氏体 α' 相和大量位错, 这种组织不同于常规 图 1 选择性激光熔化 TC4 钛合金板的打印方案示意
退火和锻造后得到的等轴状 α 相 + 晶间 β 相, 超细 表 1 选择性激光熔化 TC4 钛合金板的成形工艺参数
晶粒尺寸和大量位错的存在使材料硬度和 强度更 激光功率 / W 扫描速率 /( mm · s )图案填充间距 / m 层距 / m
-1
μ
μ
高, 非平衡亚稳 α' 相对材料的延展性和抗疲劳性能 450 1200 50 50
不利, 所以其拉伸性能始终表现为高强度( 抗拉强度
[ 7 ]
极限可达1320MPa )、 低塑性( 塑性应变为2%~
[ 8-9 ] )。采用 SLM 技术生产的成形件, 其断后伸
7%
长率较低, 且残余应力较大 [ 10-11 ] , 需对其进行热处
理。通常各种形变热处理不能改变或控制钛合金的
显微组织, 而热处理是改善钛合金的显微组织、 提高
其力学性能的唯一途径 [ 12 ] 。
目前, 关于热处理对选择性激光熔化 TC4 钛合
金性能影响的研究较多, SU 等 [ 13 ] 通过试验证明了
图 2 选择性激光熔化 TC4 钛合金板的宏观形貌
850 ℃ 热处理 + 水淬、 850 ℃ 热处理 +550 ℃ 固溶处
1.2 试验方法
理和热等静压工艺都可提高选择性激光熔化 TC4
钛合金的拉伸性能和疲劳性能。 YAN 等 [ 14 ] 通过试 利用线切割机, 在图 2 所示板材右边区域截取
尺寸为 20mm×20mm×8mm 的小块, 再将其均
验证明了热处理对选择性激光熔化 TC4 钛合金的
分成 16 个块状试样, 切割时对试样顶面和侧面进行
相变和硬度均会产生影响。李笑等 [ 15 ] 研究了冷却方
标记, 顶面为 XOY 面, 侧面为 XOZ 面。在 16 个块
式、 时效温度、 时效时间、 固溶温度对选择性激光熔化
状试样中选取侧面试样和顶面试样各 4 个, 将其分
TC4钛合金室温塑性的影响, 结果表明固溶后的冷却
成 4 组, 每组包含一个顶面试样和一个侧面试样, 其
方式影响最大, 其次是时效温度。然而, 现有报道都
中 1 组作为原始试样, 其他 3 组按照表 2 所示的工
只对试样的一个平面( 侧面) 进行了研究, 未考虑选择
艺参数进行热处理。
性激光熔化 TC4钛合金板材有两个成形面。
表 2 热处理工艺参数
根据现有研究, 并考虑 α相转变温度, 笔者研究
分组编号 加热温度 / ℃ 保温时间 / h 冷却方式
了不同热处理温度对选择性激光熔化 TC4 钛合金
1 750 2 空冷
板不同成形面的显微组织和性能的影响, 以期为选
2 850 2 空冷
择性激光熔化 TC4 钛合金的发展与应用提供理论
3 950 2 空冷
依据。
热处理后, 将试样进行镶嵌、 打磨、 抛光后, 采用
1 试验材料与方法
HNO 3 HF , H 2O 按体积比为10∶5∶85 混合的溶液腐
,
1.1 试验材料 蚀25s , 然后用光学显微镜和扫描电镜( SEM ) 进行微
试验材料为球形 TC4 钛合金粉末, 采用气相雾 观形貌观察, 用 X 射线衍射仪( XRD ) 分析其相组成。
化法, 按表1所示的成形工艺参数和图1所示的打印 采用维氏显微硬度计, 对热处理后的选择性激
方案, 采用逐层旋转67° 扫描策略, 以 XY 轴为底向 Z 光熔化 TC4 钛合金板试样进行硬度测试, 每个试样
轴打印, 打印出来的 TC4钛合金板如图2所示。 选取 20 个测试点, 取其平均值。
2