
Page 18 - 理化检验-物理分册2022年第五期
P. 18
孙永辉, 等: X70 管道环焊缝强度的小试样测试技术
表 1 X70 钢试样化学成分 %
质量分数
位置
C Si Mn P S Cr Ni Mo Al Ti+Nb+V
上游 0.058 0.260 1.470 0.01 0.0008 0.014 0.12 0.11 0.019 0.05
下游 0.056 0.254 1.550 0.01 0.0007 0.015 0.12 0.11 0.019 0.06
焊缝 0.042 0.107 0.927 0.01 0.0008 0.024 0.47 0.03 0.527 0.02
2.2 硬度试验
试样环焊缝的最大硬度为 224 HV , 位置为热
影响区内的粗晶区, 最小硬度为 164 HV , 位置为焊
缝填充 金 属 内。 环 焊 缝 金 属 的 硬 度 主 要 分 布 在
170~190 HV , 母材硬度主要为 200~220 HV , 环
焊缝金属硬度低于母材硬度。在环焊缝内部, 材料
硬度也呈明显的分层特征。环焊缝内不同硬度区域
所对应的材料强度也有差异, 为测量环焊缝内不同
层的强度, 采用小试样试验技术对环焊缝内不同层
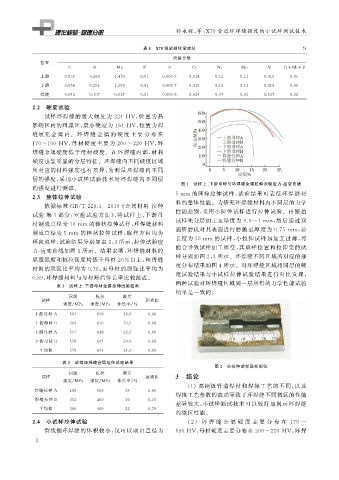
图 1 试样上、 下游母材与环焊缝金属拉伸试验应力 - 应变曲线
的强度进行测试。
5mm 的圆棒拉伸试样, 试验结果可表征环焊缝材
2.3 整体拉伸试验
料的整体性能。为研究环焊缝材料内不同层的力学
依据标准 GB / T228.1 — 2010 《 金属材料 拉伸
性能差别, 采用小拉伸试样进行拉伸试验。由原始
试验 第 1 部分: 室温试验方法》, 将试样上、 下游母
试样先分层加工至厚度为 0.9~1mm , 然后通过双
材制成直径为 10mm 的棒状拉伸试样, 环焊缝材料
面研磨机对其表面进行磨抛至厚度为 0.75 mm , 总
制成直径为 5mm 的棒状拉伸试样, 取样方向均为
长度为 50mm 的试样, 小拉伸试样如加工过薄, 可
环向取样, 试验结果分别如表 2 , 3 所示, 拉伸试验应
能会导致试样加工形变, 其取样位置和拉伸完的试
力 - 应变曲线如图 1 所示。结果表明: 环焊缝材料的
样分别如图 2 , 3 所示。环焊缝不同区域所对应的强
屈服强度和抗拉强度均低于母材 20% 以上, 环焊缝
度分布结果如图 4 所示。对环焊缝区域相同层的硬
材料的屈强比平均为 0.78 , 而母材的屈强比平均为
度试验结果与小试样拉伸试验结果进行对比发现,
0.89 , 环焊缝材料与母材断后伸长率比较接近。
两种试验对环焊缝区域同一层所得的力学性能试验
表 2 试样上、 下游母材金属拉伸试验结果
结果是一致的。
屈服 抗拉 断后
试样 屈强比
强度 / MPa 强度 / MPa 伸长率 / %
上游母材 A 563 638 26.0 0.88
上游母材 B 563 639 23.5 0.88
下游母材 A 577 648 22.5 0.89
下游母材 B 576 647 23.0 0.89
平均值 570 643 24.0 0.89
表 3 试样环焊缝金属拉伸试验结果
图 2 小拉伸试样取样部位
屈服 抗拉 断后
试样 屈强比 3 结论
强度 / MPa 强度 / MPa 伸长率 / %
( 1 )高钢级管道焊材和焊接工艺的不同, 以及
焊缝拉伸 A 408 509 28 0.80
焊接工艺参数的波动导致了环焊缝不同微区的性能
焊缝拉伸 B 352 469 16 0.75
差异较大, 小试样测试技术可以较好地揭示环焊缝
平均值 380 489 22 0.78
的微区性能。
2.4 小试样拉伸试验 ( 2 ) 环 焊 缝 金 属 硬 度 主 要 分 布 在 170~
管线钢环焊缝的体积较小, 仅可以取出直径为 190HV , 母材硬度主要分布在 200~220 HV , 环焊
2